
Why Does Your End Mill Leave Poor Surface Finish? Is Climb Milling Always Better Than Conventional Milling?
Table of Contents

Every machinist has experienced it at some point. Two identical carbide end mills, the same CNC machine, the same cutting parameters, and even the same workpiece material—yet the machining results are completely different.
One part comes off the machine with a smooth surface finish and excellent dimensional accuracy, while the other shows chatter marks, accelerated tool wear, or even dimensional deviations that require rework.
What causes this difference?
In many cases, the answer is not the cutter itself, but the milling strategy. Specifically, the choice between climb milling and conventional milling.
Although the debate between climb milling and conventional milling has existed for decades, the rapid adoption of modern CNC machining centers, high-performance carbide end mills, and advanced toolpath strategies has fundamentally changed how manufacturers approach milling operations. Today, climb milling has become the preferred choice for most CNC applications because it typically delivers better surface quality, lower cutting forces, and longer tool life. However, conventional milling still remains valuable in specific situations where machine conditions, workpiece geometry, or material characteristics make it the safer option.
For manufacturers seeking higher productivity and longer tool life from carbide end mills, understanding the differences between these two milling methods is no longer optional—it is essential.
What Exactly Is the Difference Between Climb Milling and Conventional Milling?
Before discussing tool wear, surface finish, and machining accuracy, it is important to understand what actually separates climb milling from conventional milling.
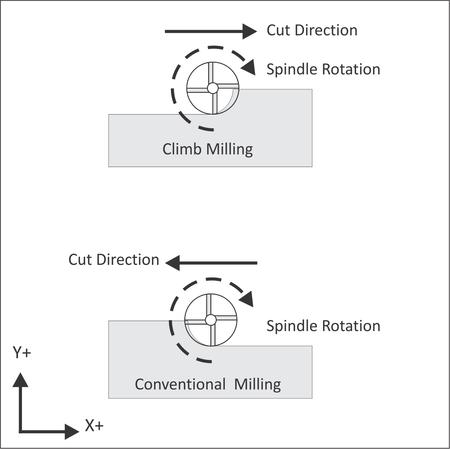
In climb milling, also known as down milling, the cutter rotates in the same direction as the feed motion of the workpiece. The cutting edge enters the material at maximum chip thickness and gradually reduces the chip to zero as it exits the cut.
In conventional milling, also known as up milling, the cutter rotates against the feed direction. The chip begins at nearly zero thickness and gradually increases until the tooth leaves the workpiece.
At first glance, this difference may appear minor. In reality, it changes the entire mechanics of the cutting process. Chip formation, force direction, heat generation, vibration behavior, and tool deflection are all influenced by the chosen milling direction.
For modern carbide end mills designed for high-speed machining, these differences can significantly affect machining efficiency and profitability.
Why Do Cutting Forces Matter So Much?
When discussing milling performance, cutting forces are often overlooked. However, they directly determine machining stability, dimensional accuracy, and tool life.
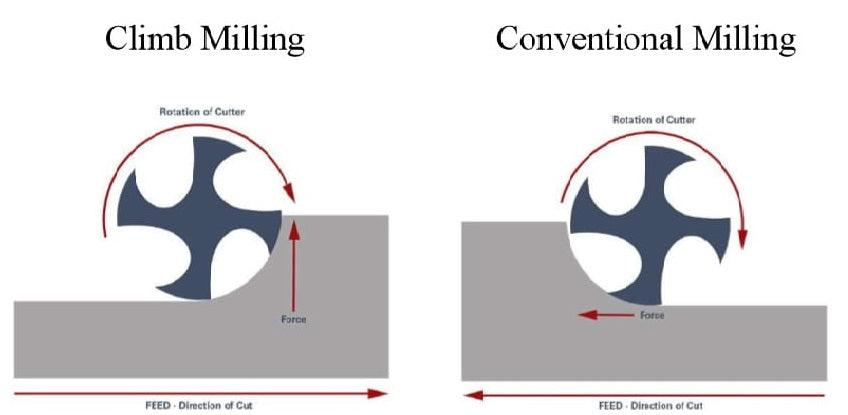
During conventional milling, the vertical component of the cutting force tends to pull the workpiece upward from the machine table. This upward force can reduce clamping effectiveness and increase the likelihood of vibration. Thin-wall components, aerospace parts, and long overhanging workpieces are particularly vulnerable to these effects.
Climb milling creates the opposite force pattern. The cutter pushes the workpiece downward against the fixture, increasing stability throughout the cutting process. As a result, vibration is reduced, dimensional consistency improves, and cutting conditions become more predictable. Modern CNC machining centers benefit significantly from this force direction because machine rigidity is generally sufficient to withstand the cutting loads.
The practical implication is straightforward: when machining aluminum aerospace components, mold inserts, or stainless-steel precision parts, climb milling often produces a more stable process and higher-quality results.
How Does Milling Direction Affect Tool Deflection?
Many machinists focus exclusively on spindle speed and feed rate while ignoring one of the most important factors affecting machining accuracy: tool deflection.
Even the highest-quality carbide end mill bends slightly under cutting loads. When machining deep cavities or long-reach features, this deflection can become significant enough to affect tolerances.
The direction of cutting forces determines how the cutter bends.
Machining Factor | Climb Milling | Conventional Milling |
Tool Deflection Direction | Away from workpiece | Toward workpiece |
Risk of Undercutting | Higher | Lower |
Risk of Overcutting | Lower | Higher |
Dimensional Stability | Better in rigid setups | Better in flexible setups |
Finishing Accuracy | Excellent | Moderate |
In climb milling, the cutting force generally pushes the cutter away from the workpiece, creating a tendency toward slight undercutting. In conventional milling, the force pushes the cutter toward the material, increasing the possibility of overcutting. These effects become increasingly noticeable when using small-diameter carbide end mills or long tool overhangs.
For this reason, experienced programmers often leave additional stock after roughing operations and reserve climb milling for final finishing passes.
Which Milling Method Produces Better Surface Finish?
This is the question most engineers ultimately care about.
The quality of a machined surface is closely linked to chip formation.
In climb milling, the cutting edge immediately begins cutting a thick chip. Because less rubbing occurs before material removal begins, friction and heat generation are reduced. Chips are evacuated behind the cutter, minimizing recutting and improving surface integrity.
Conventional milling behaves differently. Since chip thickness starts at nearly zero, the cutting edge initially rubs against the material before fully engaging. This rubbing action increases heat generation, accelerates wear, and can negatively affect surface finish, especially when machining stainless steel or hardened materials.
The result is that climb milling generally produces smoother surfaces, lower roughness values, and better dimensional consistency on modern CNC equipment.
How Much Difference Can Tool Life Make?
Tool life directly impacts manufacturing cost.
Although exact values vary depending on material, machine rigidity, coating technology, and cutting parameters, the trend is consistent across most machining applications.
Performance Indicator | Climb Milling | Conventional Milling |
Cutting Temperature | Lower | Higher |
Friction Level | Lower | Higher |
Tool Wear Rate | Lower | Higher |
Surface Finish Quality | Better | Moderate |
Power Consumption | Lower | Higher |
Productivity Potential | Higher | Lower |
Because climb milling reduces friction and heat generation, carbide cutting edges experience less abrasive wear and lower thermal stress. Studies and industry experience consistently show that climb milling can improve tool life while reducing cutting power requirements.
For manufacturers running high-volume production, even a 10–20% increase in tool life can generate substantial annual savings.
Is Climb Milling Always the Best Choice?
Although climb milling is generally preferred on modern CNC machining centers, conventional milling still has practical advantages.
When machining castings, forgings, flame-cut blanks, or materials with hard oxide layers, the cutting edge encounters an irregular surface before entering the material. Because climb milling begins with maximum chip thickness, the impact load on the cutting edge can be severe.
Conventional milling gradually increases chip thickness, allowing the cutter to engage more gently. This reduces the risk of edge chipping and may improve tool security during roughing operations.
Similarly, older machine tools with backlash problems may still benefit from conventional milling because the cutting forces are less likely to pull the table into the cutter.
Which Milling Strategy Should You Choose for HNCarbide End Mills?
For most applications involving HNCarbide solid carbide end mills, climb milling should be considered the primary machining strategy.
Whether machining aluminum alloys with single-flute end mills, stainless steels with variable-pitch end mills, or hardened tool steels using high-performance coating technologies, climb milling generally provides the best combination of surface finish, tool life, and machining efficiency.
However, material condition remains an important consideration.
Material | Recommended Strategy | Reason |
Aluminum Alloys | Climb Milling | Best chip evacuation and finish |
Stainless Steel | Climb Milling | Reduced work hardening |
Titanium Alloys | Climb Milling | Lower cutting force |
Hardened Steel | Climb Milling | Better accuracy and tool life |
Cast Iron with Scale | Conventional Milling (Roughing) | Protect cutting edge |
Forged Surfaces | Conventional Milling (Initial Pass) | Reduced impact load |
A common industrial practice is to rough machine difficult surfaces using conventional milling and then switch to climb milling for semi-finishing and finishing operations.

Conclusion
So, is climb milling always better than conventional milling?
The answer depends on your machine, material, workholding system, and machining objectives.
For modern CNC machining centers using high-performance carbide end mills, climb milling has become the dominant strategy because it offers lower cutting forces, reduced tool wear, improved surface finish, and greater productivity. However, conventional milling remains valuable when machining cast surfaces, rough stock, or situations where machine rigidity is limited.
The most successful manufacturers do not blindly choose one method over the other. Instead, they understand the strengths of both approaches and apply each where it delivers the greatest benefit.
When paired with the right HNCarbide end mill geometry, coating technology, and cutting parameters, the correct milling strategy can significantly improve machining performance, reduce production costs, and increase overall profitability.




