 Skip to content
Skip to content 
Why Tungsten Carbide T-Slot Cutters Remain Essential in Precision Machining
Table of Contents
In modern machining, some cutting tools evolve with every generation of manufacturing technology, while others remain indispensable simply because they solve a machining problem exceptionally well. The tungsten carbide T-slot cutter belongs firmly in the second category. Although it has been used in workshops for decades, it continues to play a critical role in today’s precision manufacturing environments, from CNC machine tables and fixture plates to molds, aerospace components, and automated production systems.
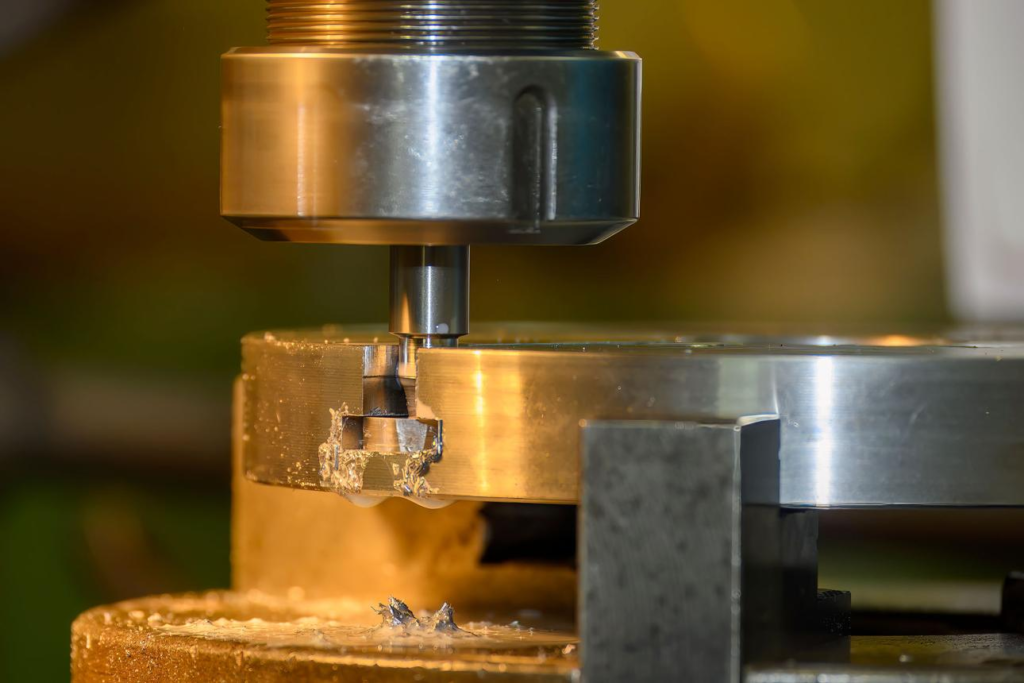
T-slot machining may appear straightforward when viewed on a technical drawing. In reality, it is one of those operations that quickly reveals how much tool quality matters. A clean and accurate T-slot requires more than simply removing material. It requires the cutter to work inside a narrow, confined space while maintaining dimensional accuracy across the slot width, bottom profile, and side walls. Heat builds rapidly, chip evacuation becomes restricted, and cutting vibration can increase if the tool geometry is not properly balanced. That combination is exactly why machinists continue to rely on carbide T-slot cutters when both precision and productivity matter.
At HNCarbide, we work with customers across general machining, mold manufacturing, and metalworking industries who machine everything from mild steel and alloy steel to stainless steel and aluminum. Across all these applications, one thing remains consistent: choosing the right T-slot cutter has a direct influence on machining stability, surface finish, and overall production efficiency.

Why Is T-Slot Machining More Demanding Than It Looks?
Unlike standard milling operations where the cutting edge is exposed to open space, T-slot machining takes place partly beneath the workpiece surface. Normally, a straight slot is machined first using an end mill, and then the T-slot cutter enters that groove to remove material laterally below the top opening. This creates the undercut structure that gives the T-slot its functional shape.
That secondary cutting action places very different forces on the tool compared with ordinary slotting. The cutter is engaging material sideways, often with limited room for chips to escape. If chips are trapped inside the groove, they can be recut repeatedly, generating excess heat and accelerating wear along the cutting edge. At the same time, if the cutter lacks rigidity, even a small amount of vibration can affect slot size and surface quality.
This is why T-slot machining tends to expose weaknesses in tooling very quickly. A cutter with poor balance or inadequate carbide quality often shows wear earlier than expected, while a properly designed carbide cutter can run smoothly for extended production cycles while maintaining consistent dimensions.
What Makes Tungsten Carbide the Preferred Material?
The performance advantage begins with the material itself.
Tungsten carbide has become the preferred choice for high-performance cutting tools because it combines extreme hardness with excellent wear resistance and heat stability. Compared with high-speed steel, carbide maintains its cutting edge much longer under demanding machining conditions. This matters particularly in T-slot applications because the cutter is often exposed to continuous side cutting, interrupted chip flow, and elevated cutting temperatures.
When machining steel or stainless steel, the cutting zone can become hot very quickly. If the edge loses sharpness too soon, cutting performance changes immediately. Feed pressure increases, burrs begin to appear along the slot edge, and dimensional consistency becomes harder to maintain. Carbide resists that deterioration. It stays sharper under load, which helps preserve cutting quality over longer production runs.
For manufacturers focused on cycle time and repeatability, this translates into practical benefits: longer tool life, reduced downtime for tool changes, more predictable machining performance, and lower cost per component over time.

Where Are Carbide T-Slot Cutters Commonly Used?
One reason T-slot cutters remain so widely used is that T-slot geometry itself is fundamental to mechanical assembly and positioning systems.
Machine tables are perhaps the most familiar example. T-slots allow clamps, vises, and positioning fixtures to be mounted securely while remaining adjustable across the surface. In fixture plate manufacturing, accurate T-slot dimensions are essential because even minor variation can affect repeatability during assembly or workholding.
In mold and die manufacturing, T-slot cutters are often used to machine recessed side features, undercuts, and structural grooves that standard end mills cannot easily reach. Automotive production relies on them for tooling fixtures and specialized assembly components, while aerospace manufacturers use them in precision-machined structures where tolerance control is critical.
Even in custom machinery and automation systems, T-slot profiles continue to be a standard solution because they provide a strong and flexible mechanical interface.
Which Materials Can Be Machined with a Carbide T-Slot Cutter?
Because carbide tooling is highly versatile, T-slot cutters are used across a wide range of materials. Different geometries and coatings can be selected depending on the workpiece, but the same cutter family is commonly applied in multiple machining environments.
Workpiece Material | Typical Machining Performance | Common Application |
Carbon Steel | Excellent | Fixtures, machine parts |
Alloy Steel | Excellent | Industrial tooling |
Stainless Steel | Very Good | Precision components |
Aluminum Alloy | Excellent | Lightweight structural parts |
Cast Iron | Excellent | Machine bases |
Copper / Brass | Very Good | Electrical components |
Material selection affects cutting speed, coating choice, and feed strategy, but carbide remains suitable across nearly all of them.
Why Does Cutter Geometry Matter So Much?
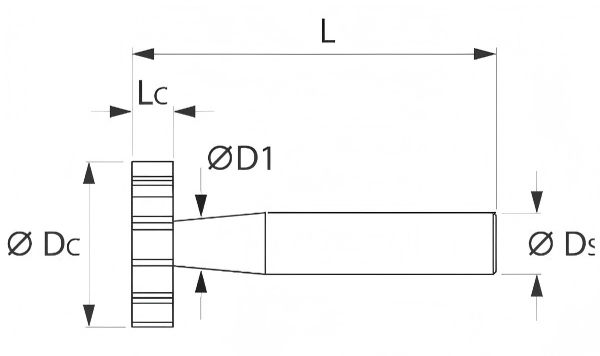
Although the shape of a T-slot cutter appears relatively compact, its performance is determined by a highly refined balance of geometry. Small dimensional changes in the tool often produce noticeable differences once cutting begins.
The cutter diameter ultimately defines the size of the slot being produced, but that is only one part of the equation. Neck diameter must provide enough clearance for the cutter to move freely inside the groove without rubbing against the side walls. Cutting width influences the accuracy of the undercut profile, particularly in applications where the slot is intended to guide hardware or accept T-bolts with tight dimensional tolerance.
Flute geometry becomes especially important in deeper grooves because it determines how efficiently chips are evacuated from the cutting zone. If chips remain trapped, heat rises quickly and the tool edge can wear prematurely. Core thickness also matters more than many expect. A stronger core increases rigidity and helps the cutter resist vibration under lateral cutting pressure, which directly improves both surface finish and dimensional consistency.
Surface coating adds another layer of performance. Different coatings improve wear resistance, heat protection, and anti-adhesion properties depending on whether the workpiece is aluminum, steel, stainless steel, or another alloy.
When all of these elements are properly engineered together, the result is not just a cutter that removes material—it becomes a tool capable of machining cleaner slots, maintaining tighter tolerances, and lasting longer in real production conditions.
Cutting Parameters Still Matter Just as Much as Tool Quality
Even the best carbide cutter performs only as well as the machining conditions allow.
Successful T-slot milling depends on maintaining a balance between cutting speed, feed rate, radial engagement, coolant supply, and machine rigidity. Too aggressive a feed can overload the cutting edge. Too conservative a feed can create rubbing instead of cutting, generating unnecessary heat and reducing tool life.
Below is a general starting reference often used in production machining.
Material | Cutting Speed Vc (m/min) | Starting Feed Recommendation |
Aluminum | 180–300 | Higher feed possible |
Carbon Steel | 80–140 | Moderate |
Alloy Steel | 60–120 | Moderate |
Stainless Steel | 45–90 | Controlled feed recommended |
Cast Iron | 70–130 | Stable dry or coolant-assisted cutting |
Actual cutting conditions should always be adjusted according to spindle speed, machine stability, overhang, coolant availability, and the exact slot dimensions being machined.

Why Are More Customers Requesting Custom T-Slot Cutters?
As manufacturing becomes more specialized, standard tooling does not always provide the best solution.
Many machining operations now involve non-standard slot widths, unusual reach requirements, restricted access areas, or specific material challenges that require custom geometry. As a result, more manufacturers are moving toward customized T-slot tooling built around a particular workpiece or machining process.
At HNCarbide, custom T-slot cutter requests frequently include modified neck diameters, extended cutting lengths, special coatings, non-standard shank sizes, and application-specific cutting profiles. These adjustments may appear minor, but they often improve cutting stability significantly and reduce machining time in production.
For customers running repeated parts, a custom tool often becomes more cost-effective than adapting the process around a standard cutter.

Final Thoughts
Tungsten carbide T-slot cutters continue to hold an important place in modern machining because the applications they serve remain essential to manufacturing itself. Wherever secure positioning, accurate assembly, or precision grooving is required, T-slots remain part of the design—and the cutter used to machine them becomes critical.
What makes carbide T-slot cutters valuable is not simply their hardness. It is the combination of material strength, wear resistance, cutting stability, and geometry precision that allows them to perform reliably under real machining conditions.
For manufacturers focused on better surface finish, tighter tolerances, longer tool life, and improved productivity, the right T-slot cutter can make a measurable difference on the shop floor.
At HNCarbide, we continue to develop carbide T-slot cutters designed for exactly that purpose: delivering consistent performance in demanding industrial machining, part after part, run after run.





