
Why Does Helix Angle Matter So Much in CNC Machining?
Table of Contents

The Complete Guide to 30°, 45°, 55°, and 60° Carbide End Mills for Stainless Steel, Aluminum, and High-Speed Milling
In modern CNC machining, machinists spend enormous amounts of time optimizing spindle speed, feed rate, coatings, coolant strategy, and toolpaths. Yet one of the most influential factors behind machining stability is often overlooked: the helix angle of the end mill.
A seemingly small geometric difference — whether an end mill uses a 30°, 45°, or 60° helix — can dramatically change cutting performance. It affects chip evacuation, vibration, cutting force, heat generation, surface finish, and even tool life. In many cases, chatter problems, poor finishes, or rapid wear are not caused by incorrect cutting parameters at all, but by choosing the wrong helix geometry.
This becomes especially important when machining difficult materials such as stainless steel, titanium alloy, hardened mold steel, or thin-wall components. Modern high-performance carbide end mills increasingly rely on high-helix and variable-helix designs to achieve stable machining at higher speeds and greater depths of cut.
So how do different helix angles actually behave in real machining applications? And how should you choose the correct geometry for your workpiece?
This guide explains the practical differences between low-helix, standard-helix, and high-helix carbide end mills, while also exploring how unequal pitch and variable helix designs are reshaping modern high-speed milling.
What Exactly Is the Helix Angle of an End Mill?
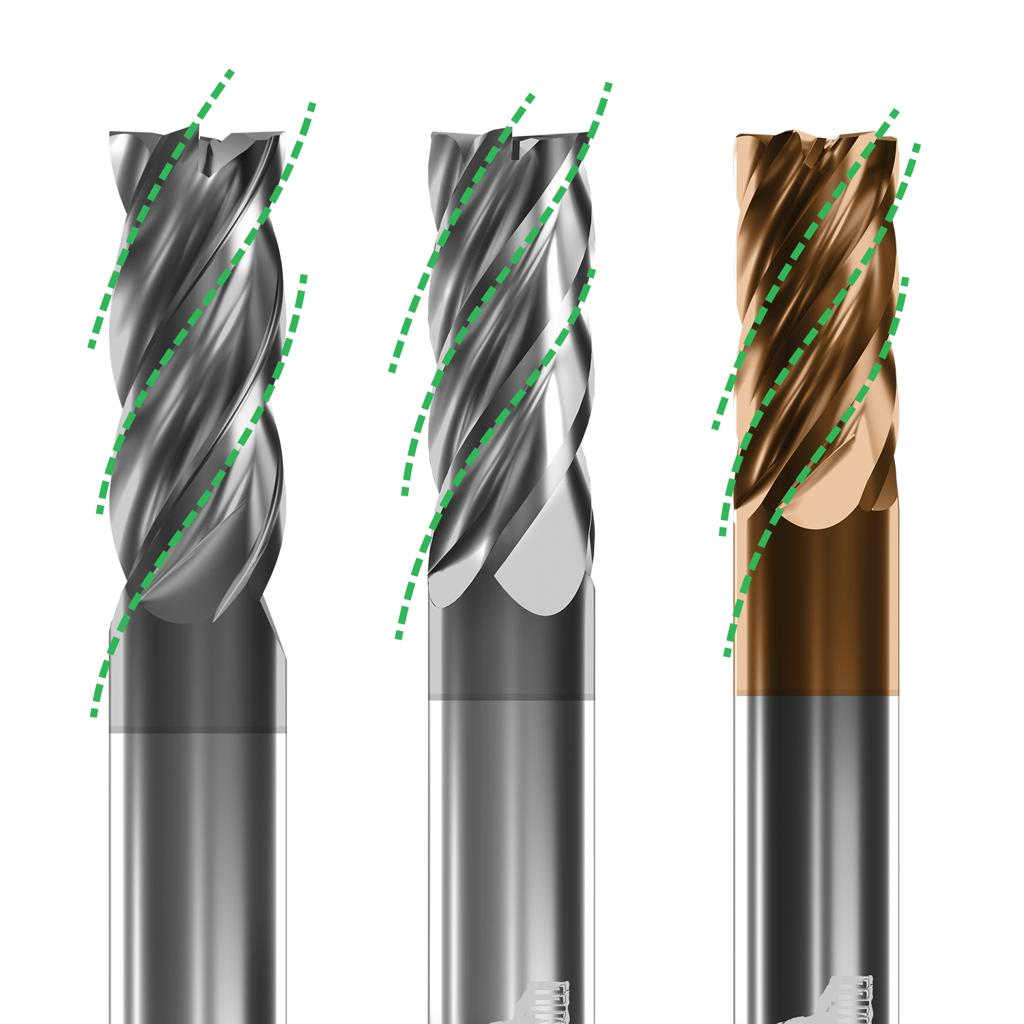
The helix angle refers to the angle formed between the cutting edge and the centerline of the end mill. In simple terms, it describes how tightly the flute twists around the tool body.
Traditional carbide end mills typically use helix angles ranging from 30° to 60°, with 45° being the most common general-purpose geometry. While the difference between these angles may appear minor visually, the cutting behavior changes dramatically as the helix increases.
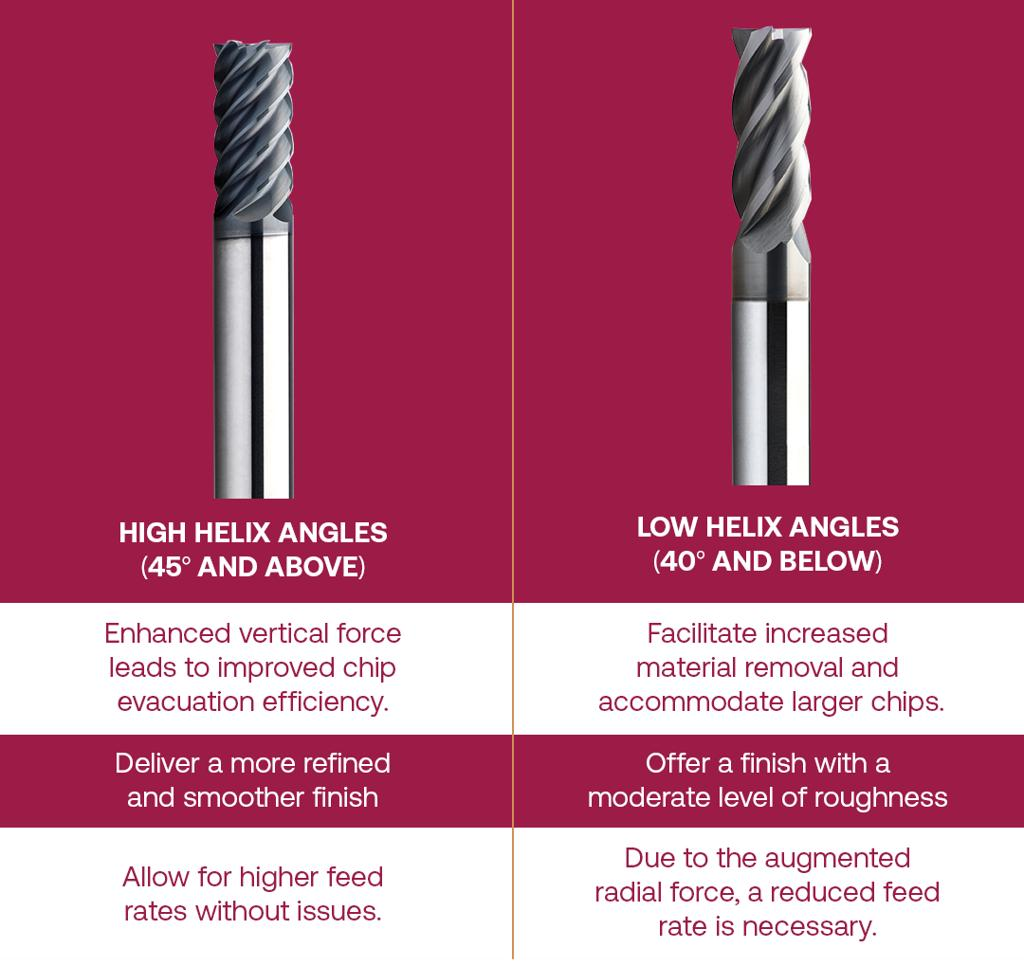
A lower helix angle produces a stronger and more rigid cutting edge. It reduces axial pulling force and improves stability in heavy roughing or weak setups. A higher helix angle, on the other hand, creates smoother cutting action, better chip evacuation, and superior surface finish, especially in difficult-to-cut materials.
The helix angle essentially determines how aggressively the cutting edge enters and exits the material. This directly influences vibration, cutting temperature, spindle load, and machining stability.
Why Does Increasing the Helix Angle Improve Cutting Performance?
As the helix angle increases, the cutting edge engages the workpiece more gradually rather than impacting it abruptly. This smoother engagement reduces instantaneous cutting force and distributes the cutting load over a longer edge contact area.
The result is a much more stable cutting process.
Higher helix angles also improve chip evacuation because the flute lifts chips upward more efficiently. This becomes extremely important in stainless steel and aluminum machining, where chips tend to become sticky, stringy, or difficult to evacuate. Poor chip removal often leads to recutting, excessive heat concentration, coating failure, and eventually catastrophic tool wear.
Another major advantage of high-helix geometry is surface finish. Because the cutting action becomes smoother and vibration decreases, wall finish quality improves significantly. This is why most finishing end mills and high-speed machining tools use 45°, 55°, or even 60° helix angles.
However, there is no “perfect” helix angle for every situation.
The higher the helix angle becomes, the stronger the axial pulling force generated during machining. This means the tool naturally tries to pull itself upward out of the holder. If the spindle, holder, or workpiece rigidity is insufficient, instability may actually increase instead of decrease.
That is why choosing the correct helix angle is always a balance between cutting smoothness and overall rigidity.
When Should You Use a 30° Helix End Mill?
Although modern high-speed machining often focuses on high-helix tools, low-helix carbide end mills remain extremely important in many real-world machining environments.
A 30° helix produces a stronger cutting edge with better resistance to impact and vibration under unstable conditions. Because the axial pulling force is lower, the tool behaves more predictably during heavy roughing operations or when machining weak workpieces.
For example, thin-wall steel components often deform under excessive upward cutting force. In these situations, a high-helix cutter may actually worsen dimensional accuracy because the workpiece bends during machining. A lower helix angle reduces this pulling action and improves process stability.
Similarly, older CNC machines with lower spindle rigidity often perform more reliably with low-helix geometries. Heavy interrupted cuts, roughing applications, and unstable fixturing conditions generally benefit from stronger edge support rather than maximum cutting smoothness.
This is why 30° helix end mills are still commonly used in:
- heavy roughing,
- cast iron machining,
- low-rigidity setups,
- thin-wall structures,
- and general-purpose rough milling.
Typical Applications for Low-Helix End Mills
Application | Recommended Helix |
Heavy roughing | 30° |
Cast iron machining | 30° |
Thin-wall steel parts | 30°–35° |
Low-rigidity machines | 30°–35° |
Interrupted cutting | 30° |
Why Is the 45° Helix Considered the Universal Standard?
Among all carbide end mill geometries, the 45° helix has become the most widely used because it provides the best overall balance between rigidity and cutting smoothness.
A 45° end mill is capable of handling:
- alloy steel,
- mold steel,
- carbon steel,
- aluminum,
- stainless steel finishing,
- and general-purpose machining.
This versatility explains why most premium carbide end mill series are built around 45° geometries.
Compared with lower helix tools, 45° end mills offer smoother cutting engagement and better chip evacuation. Surface finish improves significantly, especially during side milling and semi-finishing operations. At the same time, the tool still retains enough rigidity for stable cutting under moderate machining loads.
For many machining shops, a high-quality 45° variable-helix carbide end mill becomes the “default” daily-use cutter because it performs reliably across a wide range of materials and cutting conditions.
Why Are High-Helix End Mills Preferred for Stainless Steel?
Stainless steel machining presents several unique challenges. Materials such as SUS304 have low thermal conductivity, which means heat remains concentrated near the cutting edge instead of dispersing into the workpiece. Stainless steel also work-hardens quickly and tends to generate sticky chips that adhere to the cutting edge.
Under these conditions, low-helix cutters often struggle with:
- built-up edge,
- excessive cutting heat,
- poor chip evacuation,
- chatter,
- and rapid flank wear.
High-helix geometries solve many of these problems by creating a lighter and smoother cutting action. Because the flute angle is steeper, chips evacuate upward more efficiently, reducing recutting and lowering heat concentration around the cutting edge.
A 55° or 60° helix also reduces cutting shock during side milling. This is especially beneficial when machining stainless steel at high spindle speeds, where vibration can quickly destroy tool life.
Modern stainless-steel-specific end mills often combine:
- 55°–60° helix angles,
- positive rake geometry,
- unequal pitch flute spacing,
- variable helix design,
- and advanced heat-resistant coatings.
These features work together to suppress chatter while maintaining stable chip flow and lower cutting temperature.
Recommended Helix Angles by Material
Material | Recommended Helix Angle |
Carbon Steel | 35°–45° |
Mold Steel | 45° |
Aluminum Alloy | 45°–55° |
Stainless Steel | 55°–60° |
Titanium Alloy | 45°–55° |
Thin-Wall Parts | 30°–35° |
High-Speed Finishing | 55°+ |
What Are Variable Helix and Unequal Pitch End Mills?
As spindle speeds continue increasing in modern CNC machining, vibration control has become one of the most important challenges in end mill design.
Traditional end mills use perfectly symmetrical flute geometry. Every flute is equally spaced and follows the same helix angle. While this simplifies manufacturing, it also creates harmonic vibration during machining.
When flute impacts occur at perfectly regular intervals, resonance develops. This resonance eventually becomes chatter.
Variable helix end mills solve this problem by intentionally changing the helix angle between flutes. Unequal pitch designs further alter flute spacing so that cutting frequencies no longer overlap.
The result is dramatically improved vibration suppression.
These anti-vibration geometries provide several important advantages:
- smoother cutting,
- quieter machining,
- better surface finish,
- improved dimensional accuracy,
- longer tool life,
- and greater stability during deep side milling.
Today, premium carbide end mills for aerospace, mold manufacturing, and stainless steel machining almost always incorporate variable helix and unequal pitch technology.
Which End Mill Geometry Is Best for High-Speed Machining?
High-speed machining creates a completely different cutting environment compared with conventional milling.
As spindle speed increases:
- vibration frequencies rise,
- harmonics intensify,
- cutting heat increases,
- and tool instability becomes far more dangerous.
This is why high-speed machining generally favors:
- high-helix geometry,
- variable helix designs,
- unequal pitch flute spacing,
- and advanced coatings.
For example, modern 5-axis stainless steel machining often relies on 55° or 60° variable-helix carbide end mills to maintain stable cutting during deep sidewall finishing.
Similarly, aerospace titanium machining frequently combines high-helix geometry with unequal pitch flute spacing to reduce vibration during long-overhang operations.
Without these geometries, chatter can rapidly destroy both surface finish and tool life.

Final Thoughts: Is Helix Angle More Important Than Cutting Speed?
In many machining situations, yes.
A poorly matched helix angle can cause chatter, instability, poor chip evacuation, excessive heat, and rapid tool wear — even when feeds and speeds are perfectly optimized.
On the other hand, selecting the correct helix geometry can immediately improve:
- machining stability,
- tool life,
- chip evacuation,
- surface finish,
- and overall cutting efficiency.
As a general rule:
- low helix angles prioritize rigidity,
- 45° geometries provide the best balance,
- high helix angles excel in stainless steel and high-speed finishing,
- and variable helix technology has become essential for modern CNC machining.
For manufacturers machining stainless steel, titanium, deep cavities, or high-speed side walls, upgrading to premium variable-helix carbide end mills is no longer optional — it is becoming the industry standard for stable, efficient, and chatter-free machining.




