
Where tungsten carbide cutting tools are used: applications, materials, and buyer selection
Table of Contents
Carbide tools are often described as “widely used,” but that phrase does not help much when a shop has to choose an end mill, turning insert, drill, router bit, or custom form tool for a real job. The useful question is narrower: where does tungsten carbide give enough extra tool life, heat resistance, dimensional stability, or productivity to justify its cost?
For machining buyers, the answer usually starts with the workpiece. Steel, cast iron, stainless steel, aluminum, copper, titanium, nickel alloys, wood composites, and stone all punish a cutting edge in different ways. It is hard, hot-strength capable, and wear resistant, but it is also less forgiving than high-speed steel if the setup is weak or the cut is interrupted. Used in the right place, it can shorten cycle time and hold tolerances through a production run. Used carelessly, it chips, burns, or fails long before the expected tool life.
This guide reorganizes the common application areas of tungsten carbide cutting tools from a practical B2B point of view: what the tool does, what material it cuts, what industries rely on it, and what buyers should check before ordering.
What makes tungsten carbide useful in cutting tools
Most industrial “tungsten carbide” tools are cemented carbide: hard carbide particles bonded with a metallic binder, commonly cobalt. Compared with high-speed steel, carbide can keep a cutting edge at higher cutting temperatures and resist abrasive wear better. That is why it appears in milling cutters, drills, turning inserts, boring bars, grooving tools, reamers, router bits, and wear-resistant custom tools.
Carbide is not always the best answer for unstable manual work, severe chatter, very flexible setups, or one-off jobs where a cheaper HSS tool can finish the part without trouble. The point is to match carbide to the production problem, not to use it as a default label.
Metalworking: the largest application area
Metal cutting is the main home for carbide tooling. Carbide tools are used in turning, milling, drilling, boring, grooving, threading, parting, reaming, and profiling. A single CNC shop may use solid carbide end mills for pocketing, indexable carbide inserts for turning, carbide drills for holemaking, and coated carbide tools for finishing harder alloys.
In steel and alloy steel, carbide allows faster material removal than many HSS tools and can hold a predictable edge when the machine and fixturing are stable. In cast iron, abrasion resistance matters because graphite and hard inclusions wear edges quickly. In stainless steel, the tool must handle work hardening and heat buildup, so grade toughness, coating, chipbreaker, and coolant access become more important than hardness alone.
Non-ferrous metals ask for a different style. Aluminum and copper alloys often need sharp, polished flutes, good chip evacuation, and geometry that prevents built-up edge. A general steel-grade carbide tool may cut aluminum, but it may leave a worse finish or weld chips to the cutting edge. For production aluminum work, the right geometry can matter more than simply choosing a harder tool.
Workpiece material | Typical carbide tool focus | Common operations | Buyer notes |
Carbon and alloy steel | Coating, edge strength, chip control | Turning, milling, drilling, facing | Check hardness range and interrupted-cut conditions. |
Cast iron | Abrasion resistance and edge stability | Facing, boring, milling | Dry machining may be possible, but dust control matters. |
Stainless steel | Tough grade, sharp edge, coolant access | Turning, slotting, drilling | Watch work hardening and built-up edge. |
Aluminum and copper alloys | High rake, polished flute, chip evacuation | Pocketing, profiling, drilling | Avoid tools that rub or pack chips in flutes. |
Titanium and nickel alloys | Heat resistance, toughness, controlled engagement | Aerospace milling, turning, finishing | Process stability is more important than maximum speed. |
Mold shops use carbide tools because mold cavities, cores, ribs, electrodes, and hardened inserts demand stable geometry and surface quality. A mold cavity is rarely just a simple slot. It may include deep pockets, thin ribs, 3D contours, small corner radii, and surfaces that must be polished or textured later.
Solid carbide end mills, ball nose cutters, corner radius tools, micro end mills, and high-feed cutters all appear in this work. For pre-hardened mold steel, tool rigidity and coating choice affect tool life. For hardened steel finishing, the wrong tool can create heat checking, poor surface finish, or premature edge chipping. For graphite electrodes, a carbide tool may be selected with diamond coating or special geometry because graphite is abrasive and dusty.
Mold tooling also shows why “application range” is not just a list of industries. Two mold jobs may both use carbide tools, but one may need heavy roughing at high feed while the other needs a small ball end mill running long toolpaths for fine finishing. The tool supplier has to know the operation.

Electronics manufacturing and precision small parts
Electronics manufacturing uses carbide tools for small, repeatable, high-volume metal and non-metal components. Examples include phone and laptop housings, heat sinks, connector parts, shielding components, small fixtures, and precision slots or holes in compact parts.
The challenge is not always raw hardness. It is often burr control, surface finish, positional accuracy, and tool consistency. Small carbide drills and micro end mills can cut fine features, but they need low runout, clean holders, correct chip evacuation, and careful feeds. A tool that performs well in a large pocket may fail quickly when scaled down to a tiny slot because chip load, flute strength, and tool deflection change sharply.
For purchasing teams, this means sample testing should use the real machine, real holder, real coolant, and actual part material. A catalog description alone will not reveal whether the tool can survive a long unattended run.
Automotive manufacturing
Automotive plants and tier suppliers use carbide tooling because many parts are repetitive, tolerance-sensitive, and cost-driven. Engines, transmissions, steering systems, brake parts, turbocharger components, EV motor housings, battery trays, and structural aluminum castings all involve high-volume machining.
Carbide inserts and drills are common in cylinder blocks, cylinder heads, crankshafts, camshafts, shafts, housings, and cast iron or aluminum components. The tool must control cycle time, dimensional drift, burr formation, and insert change frequency. In high-volume lines, a few seconds per part and one unexpected tool break can become expensive quickly.
Automotive buyers often evaluate carbide tools by cost per finished part rather than tool price. A cheaper insert that needs more frequent indexing may be more expensive in the line. A higher-priced tool that holds size longer may reduce inspection stops and scrap. That calculation only works if tool life data comes from the actual operation, not from a generic benchmark.
Automotive part family | Common materials | Carbide tool examples | Main selection concern |
Engine blocks and heads | Cast iron, aluminum alloy | Face mills, drills, reamers, boring tools | Dimensional consistency and burr control |
Shafts and rotating parts | Alloy steel, hardened steel | Turning inserts, grooving inserts, CBN or coated carbide options | Wear pattern and surface finish |
Transmission housings | Aluminum, cast iron | End mills, drills, taps, reamers | Chip evacuation and hole quality |
EV structural parts | Aluminum castings, extrusions | High-feed mills, polished-flute end mills | Fast removal without chip welding |
Aerospace and difficult-to-machine alloys
Aerospace applications are often where carbide tooling is pushed hardest. Titanium alloys, nickel-based superalloys, stainless alloys, and high-strength steels can generate high heat at the cutting edge and punish unstable toolpaths. Typical parts include engine components, landing gear parts, brackets, structural frames, turbine-related components, and precision housings.
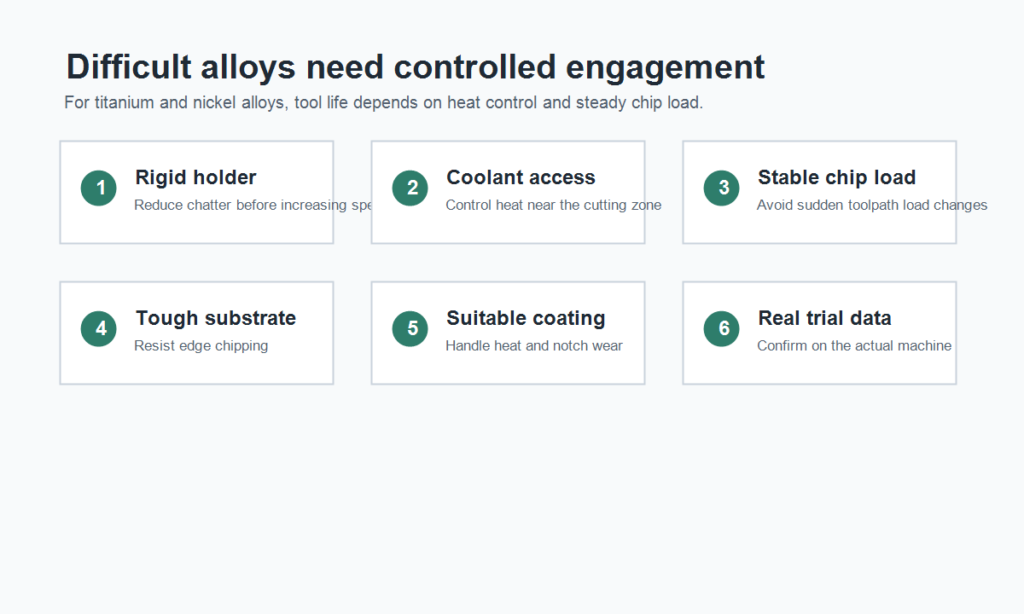
For titanium and nickel alloys, simply increasing speed is usually the wrong instinct. Heat stays near the cutting zone, edge notching can appear, and tool life may collapse if engagement is not controlled. Carbide tools for aerospace work often require tough substrates, heat-resistant coatings, stable holders, proper coolant strategy, and toolpaths that avoid sudden load changes.
This field also exposes the limits of broad claims. A carbide tool may be suitable for titanium roughing, but the exact grade, coating, helix, edge prep, flute count, and coolant method still matter. Aerospace buyers should ask for application data close to their material grade and operation type.
Woodworking, composites, and stone processing
Tungsten carbide is not limited to metal. Carbide router bits, saw teeth, planer knives, engraving cutters, and profile tools are widely used in woodworking and composite cutting. Wood, MDF, plywood, laminates, plastics, and fiber-reinforced materials can be abrasive, especially when adhesives or fillers are present. Carbide helps preserve edge life and cut quality over longer runs.
Stone processing is more nuanced. Many stone tools use diamond segments rather than conventional carbide cutting edges because granite, marble, and engineered stone are extremely abrasive. Even so, carbide can appear in certain support tools, wear parts, and specialty cutting or shaping applications. Buyers should avoid treating “carbide for stone” as the same category as a metalworking end mill. The cutting mechanics, dust, coolant, and edge material may be very different.
For woodworking and non-metal cutting, the main buyer questions shift toward edge quality, dust extraction, chip load, coating, and whether the tool is designed for the spindle speed and machine style. A carbide tool made for a CNC machining center is not automatically right for a router, and the reverse is also true.
Choosing between solid carbide and indexable carbide
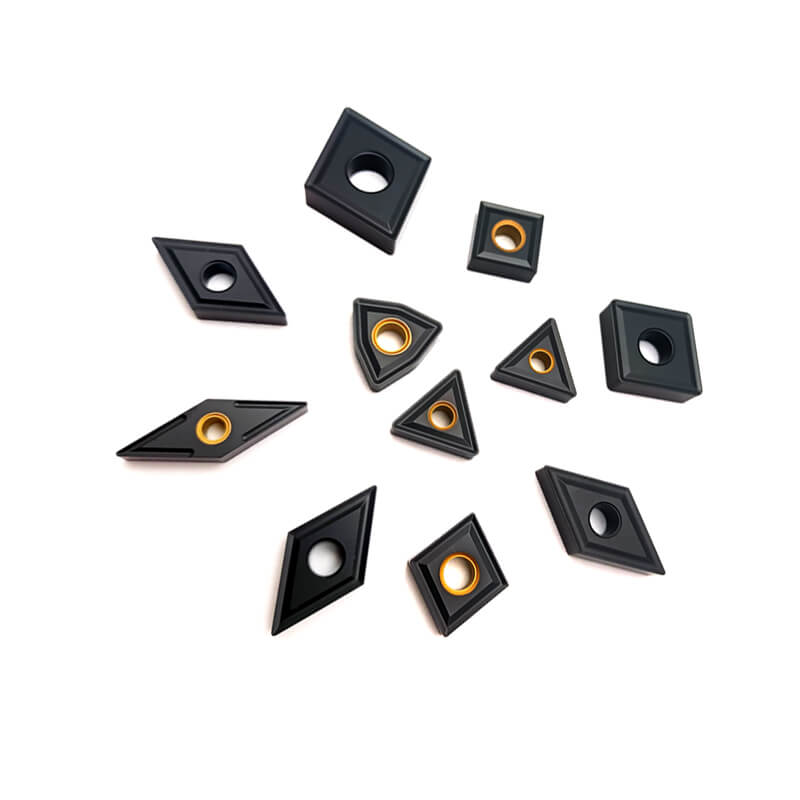
Carbide tools are often grouped into two families: solid carbide tools and tools with replaceable carbide inserts.
Solid carbide end mills, drills, and micro tools are common when rigidity, small diameter, fine geometry, and accuracy are important. They are often preferred for finishing, small pockets, high-speed milling, and narrow features. When the cutting edge is worn or broken, the whole tool may need replacement or regrinding.
Indexable carbide tools use replaceable inserts mounted on a steel or carbide body. They are common in turning, facing, heavy roughing, grooving, boring, and larger milling operations. The insert can be indexed or replaced without changing the whole holder. This saves time in production and allows different insert grades or chipbreakers to be used with the same tool body.
Tool format | Best-fit applications | Advantages | Watch-outs |
Solid carbide end mills | Slots, pockets, fine finishing, mold contours | High rigidity at small sizes, accurate geometry | Higher replacement cost if broken |
Carbide drills and reamers | Production holemaking | Good size control and wear resistance | Needs stable alignment and chip evacuation |
Indexable turning inserts | Turning, grooving, threading, parting | Fast edge replacement, grade flexibility | Insert seating and holder rigidity matter |
Indexable milling cutters | Facing, roughing, large surfaces | Lower edge cost in production | Less suitable for very small features |
Custom carbide tools | Special profiles, repeat parts | Can reduce operations and setup time | Requires clear drawings and trial feedback |
What buyers should verify before ordering
The broad application range of tungsten carbide tools can be helpful, but it also creates a purchasing trap. A tool can be “carbide” and still be wrong for the job. Before placing a production order, a buyer should confirm the workpiece material, hardness, operation, tolerance, machine condition, holder type, coolant, batch size, and expected tool life target.
If the tool is for a new job, ask for a sample or a trial quantity. If the tool is replacing an existing product, share the current wear pattern. Flank wear, crater wear, chipping, built-up edge, burrs, chatter marks, and poor finish all point to different solutions. A good supplier will want that information because it helps narrow the grade and geometry.
Common mistakes when applying carbide tools
One common mistake is using a tool designed for steel in aluminum and then blaming the carbide grade when chips weld to the edge. Another is running carbide in a weak setup where chatter breaks the edge. Shops also lose money by choosing a premium tool for a low-volume job where the extra performance never pays back.
The opposite mistake is just as costly: staying with an old HSS or low-grade tool in a production job where carbide would reduce tool changes and hold size longer. Tooling decisions should be tested against the full process cost: cycle time, scrap, inspection, tool changes, downtime, operator attention, and repeatability.

Conclusion
Tungsten carbide cutting tools cover a wide range of applications: metalworking, mold manufacturing, electronics, automotive parts, aerospace alloys, woodworking, composites, and selected stone-related work. Their value comes from matching hardness, wear resistance, hot strength, geometry, and coating to a specific cutting problem.
For B2B buyers, the best starting point is not “Which carbide tool is cheapest?” It is “What material, operation, machine, tolerance, and tool life target are we trying to control?” Once that is clear, carbide tools can be selected with much less guesswork.
HNCarbide supplies carbide cutting tools for CNC machining and industrial production. For buyers comparing tool grades, insert types, or custom carbide tools, sharing the workpiece material and operation details is the fastest way to get a useful recommendation.




