
Learn how coatings improve tool life, resist heat, and how PVD compares to CVD in modern CNC machining.
Table of Contents

Tool failure is often seen as a tolerance that has not been met, a scrap rate that is on the rise, or a job that takes twice as long to complete as the one given. However, these issues are not a result of poor setup or low-quality machines. They have their origin at the surface of the tool, with the coating.
If the wrong type of coating is selected, it can lead to a slow and unnoticed decrease in productivity. A tool that is wearing out too fast or is covered with edge material can make part quality worse without even being detected. The latter will result in a cycle that will have a longer time, a lower trust in repeatability, especially when the workpiece is hardened steel, titanium alloys, or other demanding materials.
This article explains why tool coatings matter and how they impact your bottom line. If you’re sourcing HSS steel material, tungsten carbide tools, or looking to optimise your coated end mills for hardened materials, this guide will give you the technical clarity you need.
Hardness Comparison: Workpiece vs. Tool Material
Tool wear often starts with one fundamental mismatch: the tool material isn’t hard enough relative to the workpiece. This may seem like a basic oversight, but it’s a major cause of early tool failure, especially in German CNC shops working with hardened steels, cast irons, or exotic alloys.
The industry rule of thumb is simple but important:
Your tool hardness should be at least 3–4 times greater than your workpiece hardness.
If that ratio isn’t met, your cutting edge will deform under load, chip prematurely, or wear out faster than expected, even with premium coatings.
Material Type | Common Examples | Hardness (HRC) | Hardness (HV) |
Workpiece – Mild Steel | Structural steel, 1018, S235 | ~20–25 | ~200–270 |
Workpiece – Alloy Steel | 4140, 42CrMo4, EN24 | ~30–40 | ~300–400 |
Workpiece – Tool Steel | D2, H13, M2 (hardened) | 55–65 | ~600–850 |
Tool – HSS | Standard HSS tools | — | ~900–1200 |
Tool – Carbide | Solid carbide tools | — | ~1400–1800 |
Coating – TiAlN | Common high-temp coating | — | ~2800–3200 |
Coating – AlCrN | Advanced wear-resistant coating | — | ~3300–3600 |
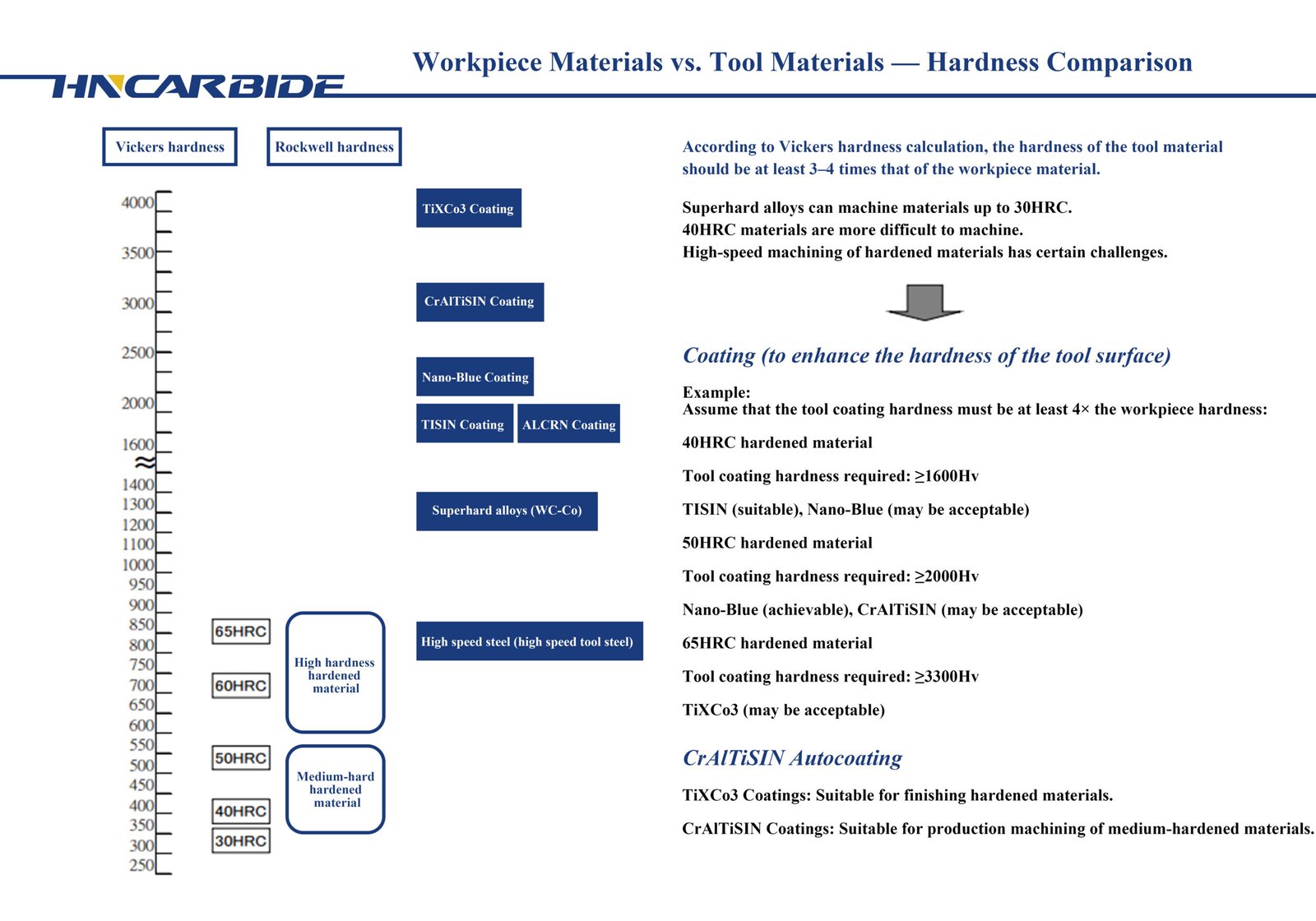
Machining 40 HRC steel would require a tool that ideally has a hardness exceeding 1600 HV, which is close to the lower limit of the hardness of solid carbide tools. The contribution of these coatings, like TiAlN and AlCrN, to the extension of tool life is their ability to raise the surface hardness far beyond the limit. However, the toughest coating cannot help if the substrate beneath the coating is too soft.
For instance, HSS steel material is suitable for low-speed or interrupted cuts; however, it is still missing the base hardness that is needed for a steady operation in high-volume steel machining. This is why most CNC end mills of the automotive or aerospace sectors rely on carbide substrates, which provide better wear resistance, rigidity, and coating adhesion.
The Role of Coatings in Cutting Tools
Tool geometry and substrate matter, but without the right coating, performance in high-speed machining is severely limited. In demanding environments like aerospace, automotive, or mould and die, even the best end mill won’t survive long without surface engineering designed to handle heat, friction, and wear.
Coatings change tool behaviour. They influence how heat flows, how chips evacuate, and how long your cutting edge stays sharp. A well-matched coating reduces downtime, stabilises cycle times, and can dramatically reduce the cost per part.
Hardness
Abrasive wear occurs most frequently among the modes of cutting tools when they are used to machine hardened steels, grey cast iron, or nickel-based alloys. The cutting edge is changed continuously during these instances, though the speed is high, the edge is gradually becoming dull, and the part quality is deteriorating because of the surface contact.
That’s where coating hardness becomes essential. High-performance coatings like TiAlN, with microhardness levels around ~3000 HV, form a protective barrier that resists this wear far beyond what the base tool material, such as HSS steel material or standard carbide, could endure alone.
- Improves edge retention in abrasive and high-speed applications
- Delivers exceptional performance in dry or near-dry cutting conditions
- Reduces downtime caused by frequent tool changes
The hardness levels give the tools a sharp edge for a longer period, even when working under more aggressive conditions. This is particularly true in the case of the perpetual machining of materials, whose hardness is greater than 40 HRC, where the uncoated tools of a traditional type would fail rapidly.
The coatings whose microhardness is high also contribute to the tight tolerance and the better surface finish, which is supposed to be consistent during the whole life cycle of the tool.
Heat Resistance
High-speed machining results in the generation of extremely high temperatures at the cutting zone. There is a lack of thermal stability in the case of the coatings. They can be oxidized, delaminate, or soften. Therefore, the tool will be completely weakened. Coatings such as AlCrN and ZrN allow for the avoidance of oxidation during the process up to 800–1000°C, depending on the layer structure and different phases.
This is a great advantage for the CNC end mills that are operating under dry or MQL conditions, where cooling is most of the time very insufficient or even missing. It is a good contribution to clean machining with fewer thermal cracks in workpieces.
Toughness
Even hard coatings have to resist mechanical stress during interrupted cuts, roughing, or poor setups. Therefore, the capability to endure without cracks and chipping under pressure is very important. The coatings need to maintain structural integrity, and at the same time, they should not be too brittle, which is of particular importance when carrying out a cut on the forgings or castings with impurities.
Lubricity
Built-up edge is an extremely common phenomenon that is the primary reason for a premature failure of the cutting tool, and this is especially true for the cutting of sticky materials such as stainless steel or aluminium. The coatings whose lubricity is high are responsible for the reduction of cutting forces
Low-friction coatings such as ZrN or modified AlCrN types greatly reduce BUE and thus lead to improved surface finish, better dimensional accuracy, and lower tool load, particularly when working with aluminium housings or thin-wall parts.
Note: Maximising one attribute often reduces another. For example, coatings that are extremely hard may also be more brittle. That’s why toolmakers and end mill manufacturers often layer different materials to balance abrasion resistance with mechanical toughness.
Recommended Coating Use Based on Workpiece Hardness
Choosing the right coating ensures the cutting tool survives the demands of the material it’s attacking. When workpiece hardness increases, the coating must offer enough surface hardness and thermal resistance to prevent premature wear, chipping, or edge breakdown. A general guideline used by tool engineers is that the coating hardness should be at least 3 to 4 times higher than the hardness of the workpiece.
This helps maintain edge stability and avoid adhesive wear or micro-cracking during high-load operations.
Coating Selection by Workpiece Hardness
Workpiece Hardness (HRC) | Recommended Coating | Coating Hardness (HV) | Expected Performance |
30–40 | TiN, CrN | 1600–2000 | Good wear resistance, suitable for low to moderate loads |
45–50 | TiAlN, AlTiN | 2200–3000 | Better thermal stability, ideal for general hardened steel |
55–60 | AlCrN, ZrN | 3000–3300 | Improved heat and oxidation resistance for dry/high-speed cuts |
60–65 | Ultra-Hard Coatings (e.g. UT, HM) | ≥3300 | Suitable for hardened tool steels, die/mould applications |
Modern high-performance coatings, such as AlCrN coating or hybrid multilayer systems, offer a balance of hardness and thermal shock resistance. Coatings in the ZrN coating family are often selected when machining materials that require high lubricity and chip control, such as aluminium alloys or stainless steel with poor machinability.
If a tool underperforms, chances are the coating was either mismatched to the material hardness or the cutting temperature exceeded its oxidation threshold. Using the chart above as a baseline helps reduce trial-and-error, while extending tool life and part quality.
Coating Methods: PVD vs. CVD
The performance of a cutting tool depends not only on the type of coating, but also on how that coating is applied. Different deposition methods influence various factors that are important for maintaining the hardness of the part, properties of the deposited layer, such as thickness, adhesion, and surface finish.
Physically Vapor Deposition (PVD) and Chemical Vapor Deposition (CVD) are the two methods generally used to coat most modern CNC end mills, drills, and inserts. These methods are suitable for certain tool shapes, materials, and operating conditions.
PVD coatings are generally thin and produced at low temperatures. So, they are the perfect choice for precision tools, while CVD coatings, which are thick and hard, involve higher temperatures and therefore, are used for heavy-duty tasks such as turning and milling of robust inserts.

Method | `Temp (°C) | Speed (μm/hr) | Adhesion | Fineness | Surface Roughness |
PVD – Vacuum | ~600 | 1–10 | Excellent | Excellent | Excellent |
PVD – Sputtering | ~600 | 0.1–1 | Good to Excellent | Excellent | Moderate |
PVD – Arc | ~600 | 1–5 | Excellent | Excellent | Fair to Moderate |
CVD – Thermal | 700-1200 | 0.5–5 | Excellent | Excellent | Fair to Moderate |
CVD – Plasma | ~600 | 1–5 | Excellent | Excellent | Excellent |
Arc and sputtering methods of PVD are just right for tools like square end mills, micro-tools, and HSS steel material that require tight tolerances and sharp edges. The friction between the tool and the workpiece is reduced, and the precision of small-diameter tools is improved, especially when Arc Ion Plating (AIP) is used as the method of coating.
CVD coatings are of higher thickness and therefore, they are more compatible with metals such as carbide inserts and indexable tools that are used in roughing operations. They also have better heat resistance and can offer a longer life for the tungsten carbide materials performing a demanding task.
The selection of the coating method significantly influences the tool character under thermal and mechanical impacts. German tooling professionals who operate in aerospace, die & mould, or automotive sectors would find it very necessary to match the coating method to their production environment.
Real-World Implications for Tool Users
Tool coatings are one of the factors that determine how efficiently the machines run and how precisely the parts are produced. In a high-volume or high-precision environment, suboptimal coating selection may cause the life of the tool to become erratic, surface finish to become inconsistent, and tool failure to occur prematurely.
A tool that is only 10% out of optimal cutting parameters because of a mismatched coating can experience a drastic loss in productivity. Sometimes, that could be the fact that the tool gets less time running in one shift, or there are unplanned stops due to the built-up edge or edge chipping. Such problems can affect the downstream processes, like surface treatments or part inspection.
In sectors like aerospace, automotive, or mould machining, where repeatability and tolerance control are everything, such inconsistencies affect not only the machining cell but also scheduling, inspection, and final assembly. That’s why many CNC engineers treat coating selection as part of process planning, not just procurement.
Understanding the hardness-to-workpiece ratio, deposition method, and thermal resistance isn’t academic. It’s a practical requirement for ensuring that:
- The tool doesn’t degrade before the part is finished
- The surface quality meets spec without secondary processing
- The machine runs predictably across batches and material lots
Choosing between AlCrN coating, ZrN coating, or uncoated carbide is about knowing how those coatings behave under actual shop conditions. The same goes for sourcing tools from reliable end mill manufacturers and end mills suppliers that offer predictable performance across HRC ranges and materials like HSS steel or tungsten carbide.

Conclusion
Tool coatings are engineered performance systems that directly impact tool life, surface finish, and machining efficiency. In today’s CNC environments, where materials are harder and cycle times shorter, coating decisions must be based on real data: hardness compatibility, thermal behavior, and deposition quality.
As this guide outlined, success starts with matching coating hardness to workpiece demands. It continues with choosing a deposition method suited to your application, like PVD for precision and CVD for wear resistance. And it ends with integrating those tools into real production, where chip evacuation, repeatability, and edge integrity make or break ROI.
HN Carbide supports that entire journey. Their expertise spans precision square end mills, spiral tools, and coated carbide drills built for performance under stress. With fast logistics across Europe and real consultation on material-coating-tool matching, HN Carbide helps manufacturers get more out of every tool, no matter the substrate or spindle speed.
Speak to HN Carbide’s technical team today and get a coated end mill or drill engineered for your HRC range, cutting forces, and runout specs.




