 Skip to content
Skip to content 
Mastering Stainless Steel Milling: How to Choose the Right Carbide End Mill for Better Tool Life and CNC Performance
Table of Contents

Stainless steel has become one of the most important engineering materials in modern manufacturing. From aerospace turbine components and medical implants to food-processing machinery and precision automotive parts, stainless steel is widely used because of its excellent corrosion resistance, strength, and durability. However, despite its advantages, machinists around the world still consider stainless steel one of the most difficult materials to machine efficiently.
Why does stainless steel create so many machining problems? Why do ordinary carbide end mills wear out so quickly when cutting SUS304 or SUS316? And how do professional CNC workshops dramatically improve tool life, surface finish, and machining stability?
The answer lies in understanding the material itself and selecting the correct milling strategy, cutter geometry, coating technology, and cutting parameters. Many machining failures are not caused by the machine tool, but by using the wrong type of end mill or applying parameters designed for ordinary carbon steel instead of stainless steel.
This guide explains the real machining characteristics of stainless steel and shows how modern carbide end mills are specifically designed to solve these problems. Whether you are roughing stainless steel blocks, machining deep cavities, or performing high-precision finishing, understanding these principles can significantly improve production efficiency while reducing tooling cost.
Why Is Stainless Steel So Difficult to Mill?
Compared with ordinary steel, stainless steel behaves very differently during cutting. The addition of chromium, nickel, molybdenum, and other alloying elements gives stainless steel excellent corrosion resistance, but these same elements also make it much more challenging to machine.
Among all stainless steel types, austenitic stainless steels such as SUS304 and SUS316 are especially difficult to process. These materials possess high toughness and strong plasticity, meaning that instead of breaking cleanly during cutting, the material tends to deform heavily before separating into chips. This increases cutting force dramatically and generates excessive heat around the cutting edge.
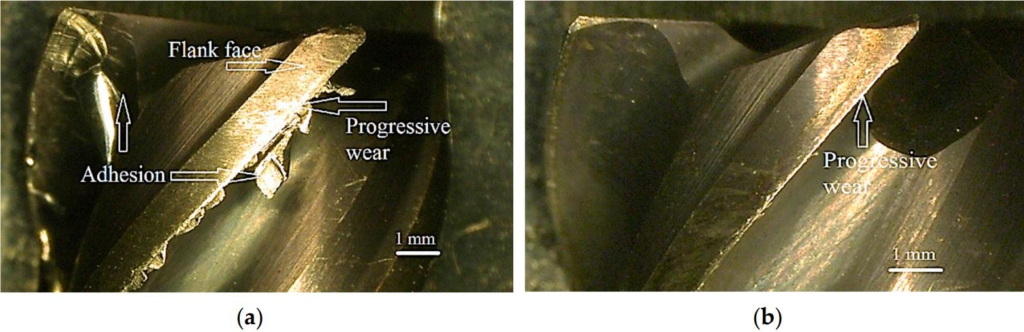
At the same time, stainless steel has poor thermal conductivity. Unlike carbon steel, which transfers heat away relatively efficiently, stainless steel concentrates heat near the cutting zone. The cutting edge experiences continuous thermal stress, causing coatings to fail, carbide edges to chip, and flank wear to accelerate rapidly.
Another major problem is work hardening. During cutting, the surface layer of stainless steel hardens quickly under heat and pressure. If the cutting edge becomes dull or the feed rate is too low, the tool begins cutting an already hardened surface, which further increases cutting force and wear. This creates a cycle that rapidly destroys the tool.
Built-up edge formation is also extremely common. Stainless steel tends to adhere to the cutting edge under high pressure and temperature. As material sticks to the tool, the geometry of the cutting edge changes continuously, leading to unstable cutting, poor surface finish, and vibration.
For these reasons, stainless steel milling requires a completely different tool design philosophy compared with general-purpose machining.
Why Modern Carbide End Mills Perform Better in Stainless Steel
Modern carbide end mills designed for stainless steel are engineered specifically to control heat, reduce vibration, and improve chip evacuation. Unlike ordinary end mills, these tools use specialized geometries, coatings, and flute configurations to maintain stable cutting under extremely demanding conditions.
One of the biggest improvements in recent years has been the adoption of variable helix geometry. Traditional equal-pitch end mills often generate harmonic vibration during cutting, especially when machining deep walls or long overhangs. Variable helix designs disrupt these vibration frequencies by changing flute spacing and helix angles. As a result, chatter is significantly reduced, surface finish improves, and tool life becomes more predictable.
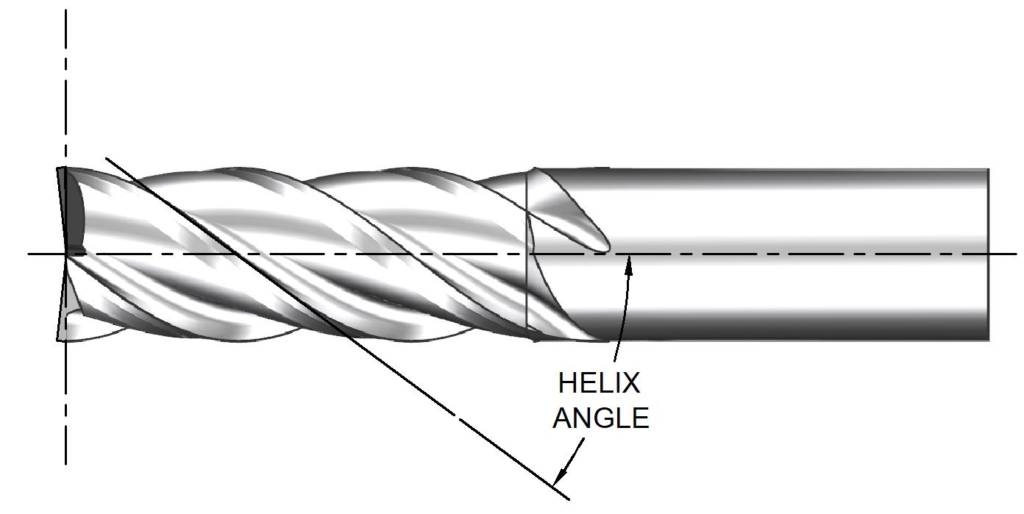
High-performance stainless steel end mills also tend to use larger helix angles, often between 40° and 45°. A larger helix angle allows the tool to enter the material more smoothly, reducing cutting impact and improving chip evacuation. Since stainless steel produces long, continuous chips, efficient chip evacuation is essential to prevent recutting and overheating.
Another critical factor is coating technology. Modern coatings such as TiAlN, AlTiN, and AlCrN provide excellent heat resistance and reduce friction between the chip and the cutting edge. Nano-composite coatings further improve oxidation resistance and thermal stability, allowing carbide tools to maintain hardness even under high cutting temperatures.
This combination of advanced carbide substrate, variable helix geometry, and high-performance coating allows modern end mills to machine stainless steel at significantly higher speeds and feed rates than traditional tools.

Which Tool Geometry Works Best for Stainless Steel?
Tool geometry directly affects cutting force, chip flow, vibration, and heat generation. Selecting the correct geometry is one of the most important decisions when machining stainless steel.
Large rake angles are generally recommended because they reduce chip deformation and lower cutting resistance. A sharper cutting edge allows the material to shear more efficiently instead of being compressed excessively. This helps reduce heat generation and improves surface finish.
The following table shows common rake angle recommendations for stainless steel milling:
Tool Type | Recommended Rake Angle |
HSS End Mill | 10°–20° |
Carbide End Mill | 5°–10° |
Face Milling Cutter | 20°–30° |
Helix angle selection is equally important. High helix end mills produce smoother cutting action and better chip evacuation, especially during side milling and deep cavity machining.
Tool Type | Recommended Helix Angle |
General Carbide End Mill | 35°–45° |
Roughing End Mill | 15°–20° |
Stainless Steel Specific End Mill | 40°–45° |
Many professional stainless steel milling cutters now use variable 40°/42° helix combinations to improve stability during high-speed machining.
Choosing the Right End Mill Series for Stainless Steel
Different machining operations require different tool structures. No single end mill is ideal for every stainless steel application.
4-Flute Variable Helix End Mills
Four-flute variable helix end mills are widely used for general stainless steel machining. They provide an excellent balance between rigidity, chip evacuation, and surface finish quality. These tools are commonly used for side milling, contouring, and semi-finishing operations.
Because the flute count is moderate, chip space remains large enough for stable evacuation while still maintaining strong core rigidity. For most CNC machining centers, this is the most versatile end mill style for stainless steel applications.
5-Flute High-Performance End Mills
Five-flute end mills are increasingly popular in high-efficiency machining environments. The additional flute allows higher feed rates while maintaining stable cutting engagement.
These tools are particularly effective in trochoidal milling strategies and dynamic toolpaths where radial engagement is small but axial depth is large. In aerospace and mold industries, 5-flute carbide end mills are often used to maximize material removal while minimizing vibration.
Wave Edge Roughing End Mills
Wave-edge or roughing end mills are specifically designed for aggressive stock removal. Their serrated cutting edges break chips into smaller segments, reducing cutting force and spindle load.
These tools are especially useful when machining large stainless steel blocks or forged components. By improving chip breaking performance, wave-edge cutters also reduce heat concentration and extend tool life during heavy roughing operations.

Recommended Cutting Parameters for Stainless Steel Milling
Selecting appropriate cutting parameters is critical for maintaining stable machining conditions. Stainless steel generates much more heat than ordinary steel, so cutting speed should usually be lower unless advanced coatings and rigid setups are used.
The following table provides general reference values for stainless steel milling:
Tool Material | Cutting Speed (m/min) | Feed per Tooth |
HSS End Mill | 8–40 | 0.013–0.15 mm/z |
Carbide End Mill | 10–140 | 0.013–0.15 mm/z |
For roughing operations using wave-edge end mills:
Tool Material | Cutting Speed | Feed per Tooth |
HSS Roughing End Mill | 14–25 m/min | 0.08–0.15 mm/z |
Carbide Roughing End Mill | 14–70 m/min | 0.08–0.15 mm/z |
Actual cutting data should always be adjusted according to:
- Machine rigidity
- Tool overhang
- Coolant condition
- Workpiece hardness
- Tool coating
- Clamping stability
In many modern CNC applications, reducing radial engagement while increasing axial depth provides better thermal control and longer tool life compared with traditional full-width cutting.
How to Extend Tool Life When Milling Stainless Steel
Improving tool life in stainless steel machining requires controlling heat, vibration, and chip evacuation simultaneously.
Sharp cutting edges are essential. Once the cutting edge becomes dull, friction increases rapidly, causing severe work hardening and excessive heat generation. Tools should be replaced before catastrophic wear occurs.
Coolant strategy also plays a major role. High-pressure coolant systems help evacuate chips efficiently while lowering cutting temperature around the edge. Through-coolant carbide end mills are especially effective for deep cavities and pocket milling operations.
Tool overhang should always be minimized. Long overhang increases deflection and vibration, which not only damages the tool but also reduces dimensional accuracy and surface finish quality.
Modern machining strategies such as high-speed milling and trochoidal toolpaths are also highly effective for stainless steel. These methods maintain stable chip thickness while reducing radial cutting load, helping control temperature and improve cutter stability.

Final Thoughts: Why Specialized Stainless Steel End Mills Matter
Stainless steel remains one of the most challenging materials in CNC machining, but modern carbide tooling technology has dramatically improved machining efficiency and reliability.
Today’s high-performance stainless steel end mills are no longer simple cutting tools. They are highly engineered systems combining:
- Advanced carbide substrates
- Variable helix geometry
- Specialized flute designs
- Nano-scale coating technology
- Optimized chip evacuation
For manufacturers seeking longer tool life, higher material removal rates, and more stable machining performance, selecting the correct stainless steel end mill series is now one of the most important decisions in the entire machining process.
As industries such as aerospace, medical, automotive, and energy continue demanding more stainless steel components, the role of advanced carbide milling cutters will only become more critical in modern precision manufacturing.





