
How to Choose the Right Cutting Tools and Improve Machining Efficiency
Table of Contents

Cutting tools do not get much attention until something goes wrong. A cutter wears out too soon. A drilled hole goes oversized. Chips pack inside a deep hole. A finishing pass leaves marks that should not be there. By then, the shop has already lost time, and sometimes a batch of parts as well.
That is why tool selection deserves more care than it often receives. The right tool helps a machining process run steadily. It protects accuracy, keeps cycle time under control, and reduces the small interruptions that add up across a production day. For CNC shops and process engineers, this is a technical issue. For buyers, it is also a supply issue, because poor tooling decisions show up later as unstable quality, missed delivery dates, or higher part costs.
This guide looks at cutting tool selection from a practical workshop point of view: part geometry, machining stage, workpiece material, machine capability, chip evacuation, and tool design. The goal is not to chase the most expensive tool. The goal is to choose a tool that fits the job and keeps producing acceptable parts.
Why tool selection affects the whole process
Machining rarely fails for one reason. The tool, holder, machine, fixture, coolant, program, and workpiece material all affect one another. A good cutter can still perform badly if the overhang is too long or the spindle cannot reach the needed speed. A strong roughing tool can still break if chips have nowhere to go. A finishing tool can leave a poor surface if the previous operation leaves too much stock.
When a tool is chosen mainly because it is available, the process often pays for it later. The first sign is usually time: the machine has to run slower, the operator has to stop more often, or the tool needs to be changed before the expected life is reached. Quality problems follow the same pattern. Size control becomes unstable, the surface finish begins to vary, heat builds up in the cutting zone, and the cutting edge may chip without much warning. In the worst cases, the shop pays twice, first through longer cycle time and then through scrap or rework.
Good selection does not remove every problem, but it gives the process a better starting point. The cutter can run closer to its intended speed and feed, chips leave the cutting zone more easily, and the machine carries a load it can handle. Operators spend less time adjusting around a weak setup.
Start with the part, not the catalog
A tool catalog is useful, but it should not be the first place to make the decision. Start with the part.
Look at the size of the workpiece, the structure of the feature, the access around the cutting area, and the amount of stock to remove. A simple outside profile, a narrow slot, a deep pocket, a broad flat surface, and a 3D curved surface all ask for different tool behavior.
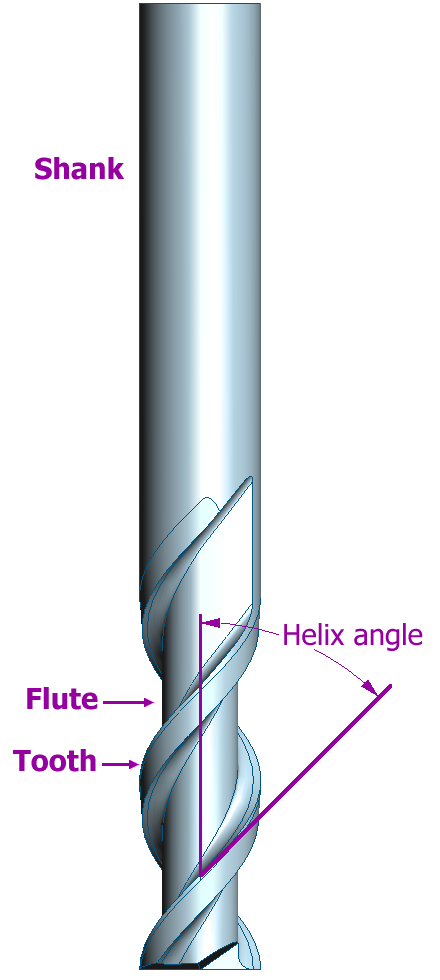
For outside contours, shoulders, pockets, and general milling, end mills are usually the first option. A flat end mill works well for flat-bottom features and side walls. A corner radius end mill gives the cutting edge more strength and is often a better choice when the tool will see heavier load.
For curved surfaces, mold cavities, dies, and 3D finishing, ball nose end mills are more suitable. Their rounded tip follows a surface smoothly and can produce a more even finish. They are not always efficient for removing large amounts of material from flat areas, so a common approach is to rough with an end mill or face mill first, then finish with a ball nose cutter.
For large flat faces, face mills or indexable milling cutters can remove material quickly and keep the surface consistent. They are especially useful when the machine has enough rigidity and power. For grooves, formed surfaces, undercuts, or special profiles, disc cutters and form cutters may save time because they create the shape directly instead of forcing a general-purpose tool to do awkward work.
The basic question is simple: what feature is being cut, and what tool shape can cut it cleanly without unnecessary stress?
Part feature or operation | Common tool choice | Why it is used |
Outside profiles, shoulders, and pockets | Flat end mill or corner radius end mill | Flexible for general milling, side walls, and flat-bottom features |
3D curved surfaces, molds, and dies | Ball nose end mill | Follows curved geometry and helps produce a smoother finish |
Large flat faces | Face mill or indexable milling cutter | Removes material quickly across a wide surface |
Grooves, slots, or formed features | Disc cutter, slotting cutter, or form cutter | Cuts the required shape more directly than a general-purpose tool |
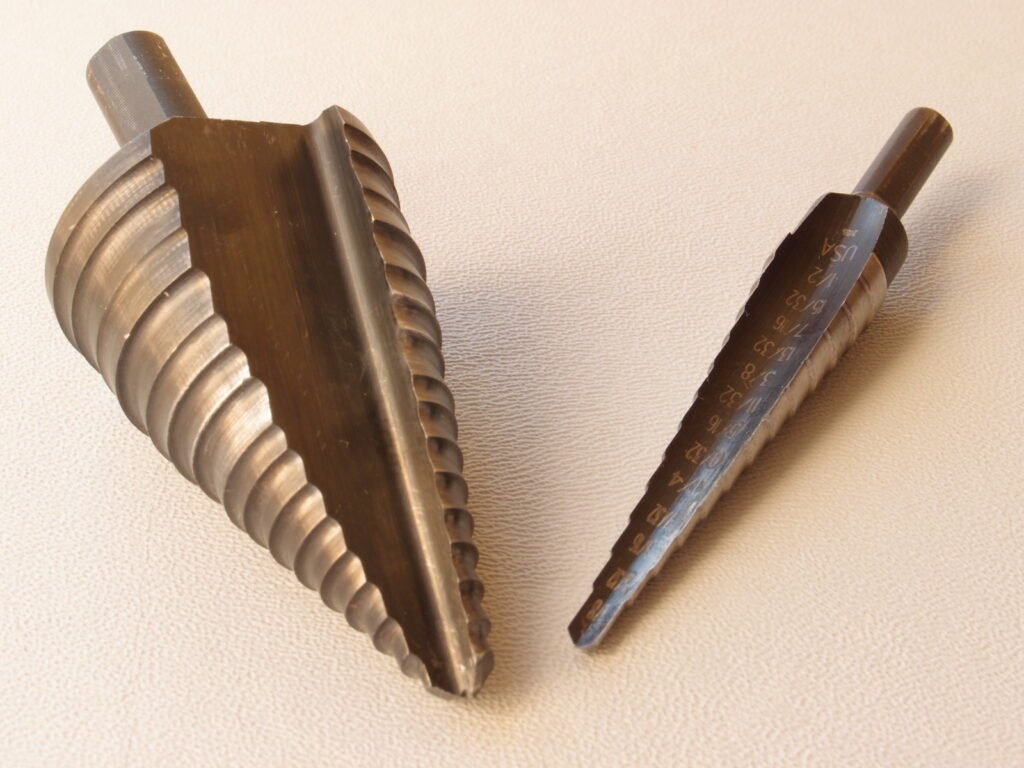
Repeated stepped holes | Step drill or combined drill | Reduces separate drilling, enlarging, chamfering, or countersinking operations |
Separate roughing from finishing
Roughing and finishing should not be treated as the same job.
Roughing is about removing stock efficiently while keeping the process stable. The tool needs strength, chip space, and enough edge durability to handle load. Roughing end mills, face mills, high-feed cutters, and indexable tools are often used here. The best choice depends on the machine, material, part shape, and allowance.
Finishing has a different purpose. The tool needs to hold size, reduce vibration, and leave the required surface. Sharp geometry, stable runout, suitable coating, and correct cutting parameters matter more. A finishing cutter should not be forced to remove too much leftover material, because that usually shortens tool life and makes the final surface harder to control.
Many shops lose time by asking one cutter to do too much. A dedicated roughing tool can cut the stock down quickly. A dedicated finishing tool can then work under lighter, more predictable conditions. That split often improves both speed and quality.
Match the tool to the material
Workpiece material changes the whole cutting condition. Aluminum, carbon steel, stainless steel, cast iron, copper, titanium alloy, and hardened steel each create different problems.
Aluminum usually needs a sharp edge and good chip clearance. If the flute design is wrong or the tool runs too hot, built-up edge can form and damage the finish. Stainless steel often generates heat and may work-harden, so edge toughness and heat resistance matter. Cast iron is abrasive and tends to wear tools quickly. Hardened steel requires high hardness, stable coating, and careful control of cutting load.
This is one reason carbide cutting tools are common in modern CNC machining. Compared with high-speed steel, carbide generally offers higher hardness, better wear resistance, and stronger heat resistance. It can also run at higher cutting speeds when the machine and setup allow it. For production work, those advantages often mean better tool life and more stable part quality.
High-speed steel still has a place. It can be useful in low-speed operations, repair work, smaller batches, or situations where toughness and lower tool cost matter more than speed. But in many CNC production settings, carbide is the more productive option when the grade, geometry, and coating match the job.
Workpiece material | Tool selection focus | Practical note |
Aluminum | Sharp edge, polished flute, good chip clearance | Helps avoid built-up edge and keeps the surface cleaner |
Carbon steel | Balanced toughness and wear resistance | Carbide end mills and coated tools are common in production work |
Stainless steel | Heat resistance and edge toughness | Avoid rubbing, because work-hardening can make the next pass harder |
Cast iron | Wear resistance | Abrasive chips can shorten tool life quickly |
Hardened steel | High hardness, stable coating, controlled load | Use conservative engagement and a rigid setup |
Titanium alloy | Heat control and strong edge geometry | Tool life depends heavily on coolant, speed, and chip control |
Check what the machine can actually support
A tool should be selected with the machine in mind. Spindle speed, power, rigidity, runout, coolant delivery, and fixture strength all set practical limits.
A small machine with limited rigidity may not handle an aggressive roughing cutter well. A high-speed carbide end mill needs enough rpm and a holder with low runout. Deep-hole drilling needs reliable coolant and chip evacuation. If the machine is older or less rigid, a conservative tool geometry may be more dependable than a cutter designed for high-speed, high-power equipment.
Tool holding deserves special attention. A good cutter in a poor holder will not behave like a good cutter. Excessive runout makes one flute carry more load than the others. That shortens tool life, hurts surface finish, and can cause size variation. For precision milling and drilling, the holder is part of the cutting tool system, not an accessory.
Do not ignore chip evacuation
Chip evacuation is one of the easiest details to underestimate. Chips that stay in the cutting zone are cut again. They generate heat, damage the edge, scratch the surface, and increase the chance of breakage.
When the machining allowance is large, the cutter needs enough flute space and a geometry that moves chips out of the cut. Helix angle, flute count, flute depth, chip breaker design, and coolant access all matter. A tool with too many flutes may be strong, but in some materials it may not have enough room for chips. A tool with fewer flutes may clear chips better, especially in softer materials or slotting operations.
Deep-hole drilling is even less forgiving. A drill that works well in a shallow hole may fail when the hole gets deeper because chips pack inside the flute. Peck drilling, through-coolant tools, suitable point geometry, and correct feed all help. The best answer depends on hole depth, material, diameter, and production volume.
In milling, chip load also needs balance. Too light a chip load can make the tool rub instead of cut. Too heavy a chip load overloads the edge. Both shorten tool life. The tool should be allowed to cut in the range it was designed for.

Where optimized tool design saves time
Efficiency does not always come from running faster. Often it comes from removing wasted steps.
Tool design affects cutting force, tool life, vibration, chip flow, and how many operations are needed. A stronger edge can allow a higher feed in roughing. A sharper edge can reduce force in aluminum or finishing work. A coating that handles heat better can improve life in steel or stainless steel. A shorter tool body can reduce chatter.
For repeat production, special tools and combined tools can be worth considering. They cost more at the beginning, but they may reduce cycle time, tool changes, inspection problems, and operator intervention.
Step drills are a good example. A hole feature may require drilling, enlarging, countersinking, chamfering, or spot facing. If each step uses a separate tool, the machine spends time changing tools and the process introduces more chances for variation. A well-designed step drill can combine several of those operations into one pass.
This is useful for practical reasons. Tool changes are reduced, related hole features stay better aligned, and the operator has fewer separate operations to control. The saving may look small on one part, but it becomes real machine time when the same hole structure appears across hundreds or thousands of parts.
Combined tools need careful design, though. The step length, diameter transition, edge strength, coating, and chip path must match the part and material. A poorly matched combined tool can create new problems. Used correctly, it simplifies the process.
Practical ways to improve tool efficiency
After choosing the tool type, the next step is to apply it well. These are the shop-floor habits that usually make the biggest difference.
Use the shortest practical overhang. Long overhang increases deflection and vibration. If a shorter tool can reach the feature safely, use it.
Choose the holder carefully. Runout, clamping force, and balance affect tool life and finish. This matters even more with small tools, high-speed milling, and precision drilling.
Set cutting parameters for the actual setup. Catalog values are a starting point, not a guarantee. Material batch, fixture rigidity, coolant, toolpath, and machine condition can all require adjustment.
Keep roughing and finishing roles clear. Let roughing tools remove stock. Let finishing tools protect size and surface finish.
Watch tool wear before it becomes a part-quality problem. Flank wear, edge chipping, built-up edge, and changes in sound can all warn that the process is drifting. Planned tool changes are usually cheaper than sudden failures.
Document what works. Once a tool, holder, program, and parameter set produces stable parts, record it. This helps operators repeat the process and reduces guesswork on the next batch.
A simple checklist before choosing a tool
Before buying or assigning a tool to a job, it helps to review the decision in a structured way.
Checkpoint | What to confirm | Why it matters |
Material | Workpiece material, hardness, and cutting behavior | Material decides the tool grade, coating, edge strength, and coolant strategy |
Operation | Roughing, semi-finishing, finishing, drilling, or profiling | Each stage has a different balance between strength, speed, and surface quality |
Part feature | Pocket, contour, flat face, curved surface, slot, or hole | Tool shape should match the geometry instead of forcing an unsuitable cutter |
Stock allowance | Amount of material to remove | Heavy allowance needs chip space and edge strength; finishing needs stability |
Machine condition | Spindle speed, power, rigidity, holder runout, and coolant | The tool can only perform within the machine’s real limits |
Production volume | One-off part, small batch, or repeat production | Repeat work may justify step tools, custom tools, or more optimized carbide tooling |
Cost target | Tool price, tool life, cycle time, and scrap risk | The useful number is tooling cost per finished part, not purchase price alone |
The last question is important. Tool price alone can be misleading. A more expensive cutter may be cheaper in use if it lasts longer, cuts faster, or prevents scrap. A cheaper cutter may be fine for low-volume work. The right answer depends on the job.
What this means for buyers
Buyers do not always see tooling decisions directly, but they feel the results. A supplier that chooses tools well can hold tolerances more consistently, reduce scrap, and keep delivery schedules steadier. This matters for precision parts, repeat orders, and materials that are hard to machine.
When evaluating a machining supplier or tooling partner, it is worth asking how they choose tools for different materials and operations. A good answer should mention the part feature, material, machine capability, tool life, and inspection requirements. Vague claims about “high quality tools” do not say much on their own.

Conclusion
Cutting tool selection works best when it starts with the actual machining condition. Part geometry, machining stage, material, machine capability, chip evacuation, and production volume all shape the decision. End mills, ball nose cutters, face mills, disc cutters, drills, carbide tools, and high-speed steel tools each have useful roles, but none of them is the right answer for every job.
The bigger gain comes from building a stable process around the tool. Use the right holder. Keep overhang short. Separate roughing and finishing. Control chips. Track wear. For repeat production, consider step drills or custom tools when they can remove unnecessary operations.
HNCarbide works with carbide cutting tools for milling, drilling, and practical CNC machining applications. If you are comparing tool options for accuracy, tool life, or production efficiency, a clear discussion of the material, machine, and part feature is usually the best place to begin.




