
How to Choose the Right Cutting Tool in 2026?
Table of Contents
In today’s CNC machining environment, selecting the right cutting tool is no longer a routine purchasing decision — it is a strategic productivity decision.
With thousands of tool geometries, carbide grades, coatings, chip breakers, and coolant configurations available, how do you determine:
- Which tool will shorten your cycle time?
- Which tool will reduce cost per part?
- Which tool will stabilize chip control?
- Which tool will fully utilize your machine’s power?
This guide breaks down the selection process step by step, focusing primarily on solid carbide end mills and indexable milling systems, the two most productivity-critical tool families in modern machining.
What Is the Real Cost of Choosing the Wrong Tool?
Many shops still compare tools based on price per piece.
But does the cheapest tool actually reduce your cost per part?
In most machining environments:
- Tool cost = 2–5% of total part cost
- Machine time + labor = 60–75%
- Setup + programming + overhead = 20–30%
If a high-performance end mill reduces cycle time by 15%, the savings usually outweigh the higher tool price within days.
So the real question is not “How much does the tool cost?”
It is: How much productivity does the tool unlock?

Which Tool Deserves Your Most Attention?
In a multi-operation cycle, not every tool impacts production equally.
Ask yourself:
- Which tool cuts the longest?
- Which tool machines the tightest tolerance feature?
- Which tool is most likely to cause downtime due to chip issues?
Typically, these are:
- Roughing end mills
- High-feed milling cutters
- Deep hole drills
- Threading tools
Optimizing just one high-impact tool can reduce total cycle time significantly.

Are You Matching the Tool to the Machine — or Fighting It?
Modern CNC machines vary greatly:
- 8,000 rpm vs 20,000 rpm spindles
- 15 kW vs 40 kW motors
- With or without through-spindle coolant
- Tool changer weight limits
Spindle Power Utilization
A practical rule:
Try to operate within 70–85% of effective spindle power.
Underpowered setups waste productivity.
Overloaded setups cause chatter and premature wear.
Machine Power vs Recommended Tool Strategy
Spindle Type | Recommended Tool Strategy |
Low speed / High torque | Larger diameter, fewer flutes |
High speed / Low torque | Smaller diameter, more flutes |
With internal coolant | Through-coolant tools preferred |
Limited rigidity | Short overhang, lower radial engagement |
Do not choose tools independent of machine characteristics.
Are You Selecting the Correct Tool Geometry for the Material?
Material behavior determines everything.
Carbon Steel (ISO P)
- Standard edge prep
- TiAlN / AlTiN coating
- 4–5 flutes common
Stainless Steel (ISO M)
- Stronger edge geometry
- Higher helix (40–45°)
- Tough coating to resist built-up edge
Aluminum (ISO N)
- Sharp polished flutes
- 2–3 flutes
- DLC or ZrN coating
Titanium & Superalloys (ISO S)
- Heat-resistant grade
- Reduced radial engagement
- Variable helix to suppress vibration
End Mill Selection by Material
Material | Flute Count | Helix Angle | Recommended Coating | Primary Concern |
Carbon Steel | 4–5 | 35–40° | AlTiN | Wear resistance |
Stainless Steel | 4 | 40–45° | TiAlN | Work hardening |
Aluminum | 2–3 | 45–55° | ZrN / DLC | Chip evacuation |
Titanium | 4 | Variable | AlTiN Nano | Heat management |
Material-specific geometry often improves tool life by 30–60%.

How Important Is Overhang and Rigidity?
Have you ever increased feed rate only to see chatter appear?
The cause is often excessive overhang.
Every additional millimeter of tool extension reduces stiffness dramatically.
Best practice:
- Use shortest possible projection
- Increase shank diameter if possible
- Consider modular holders for deep cavities
Rigidity = stability = higher MRR.
Should You Use Solid Carbide or Indexable Tools?
This depends on diameter and production volume.
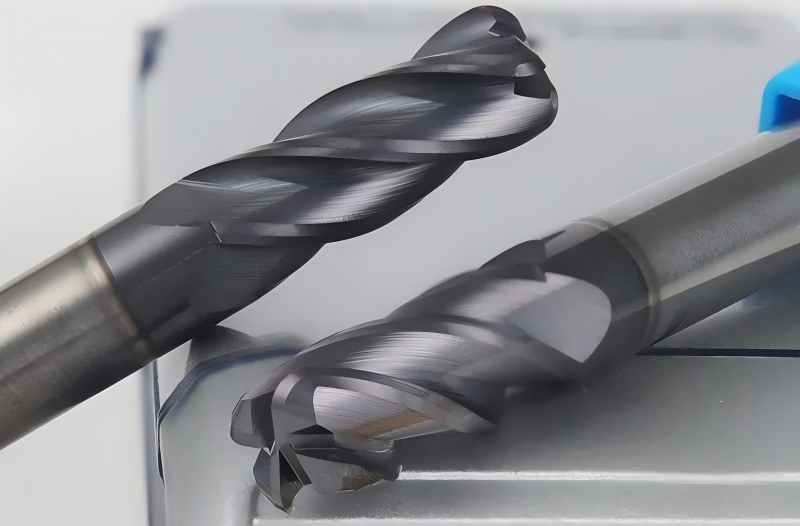
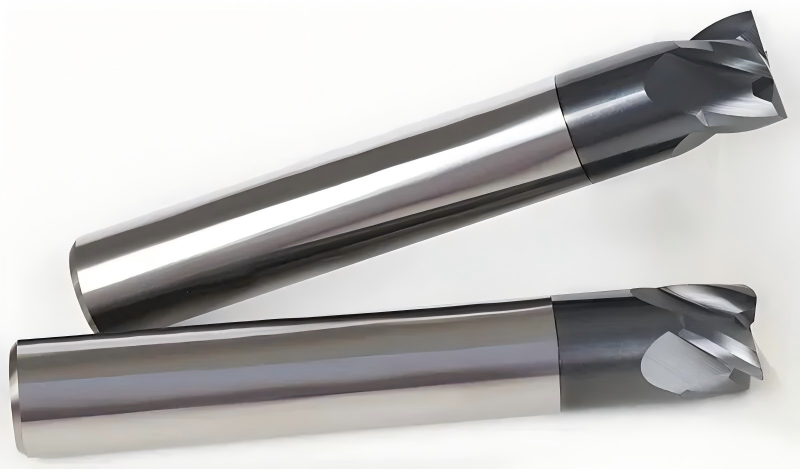
Solid Carbide End Mills
Best for:
- Small to medium diameters (<20 mm)
- Finishing
- Complex profiles
- High-speed machining
Indexable Milling Cutters
Best for:
- Larger diameters
- High material removal
- Cost control in roughing
Comparison
Factor | Solid Carbide | Indexable |
Initial cost | Higher | Lower body, replace inserts |
Regrinding | Possible | Not required |
Consistency | High | Very high |
Ideal diameter | <20 mm | >20 mm |
Edge count per insert | N/A | 4–8 |
Indexable tools often reduce labor cost and eliminate regrinding downtime.
Are You Using Enough Cutting Edges?
Modern insert designs have doubled cutting edges over the past decade.
Older insert: 2–4 edges
Modern insert: 6–8 edges
Higher effective teeth count:
- Increases table feed
- Improves productivity
- Reduces cost per cutting edge
For high-feed milling, some inserts allow feed rates up to 3–4 mm per tooth in roughing applications.
How Do You Control Chips Effectively?
Chip control is not aesthetic — it is functional.
Bad chips:
- Wrap around tool
- Scratch surface
- Cause machine stoppage
Good chips:
- Short
- Controlled
- Easily evacuated
Chip shape depends on:
- Feed rate
- Depth of cut
- Nose radius
- Chip breaker geometry
Increasing feed often improves chip breakage.
Is Programming Aligned With Tool Capabilities?
Even the best tool performs poorly with outdated toolpaths.
Modern strategies:
- Trochoidal milling
- Adaptive clearing
- High-feed milling
- Constant engagement toolpath
These reduce radial load and extend tool life.
CAM software optimization can reduce cycle time 15–35%.
Should You Choose Innovative Tools or Proven Designs?
Tool productivity has approximately doubled every decade.
Modern tools feature:
- Nano-layer coatings
- Submicron carbide substrates
- Variable pitch and helix
- Optimized edge prep
Innovative tools often:
- Reduce cutting force by 10–25%
- Increase tool life by 40–80%
- Improve chip control stability
But mature designs may offer cost stability for long-running production.
Balance innovation with reliability.
When Should You Consider Custom Tools?
Custom tools make sense when:
- Annual volume is high
- Multiple operations can be combined
- Cycle time reduction offsets tooling cost
Custom multi-function tools can reduce tool changes and save 5–15% machining time.

Final Question: Are You Choosing Tools Based on Habit — or Data?
Tool selection should be systematic:
1.Analyze machine capability
2.Identify critical operations
3.Match geometry to material
4.Optimize cutting parameters
5.Evaluate cost per part
6.Monitor chip behavior
Continuous improvement in tooling is one of the fastest ways to increase machining profitability.
Conclusion
Choosing the right cutting tool in 2026 is no longer about familiarity.
It is about:
- Data
- Productivity
- Power utilization
- Material science
- Process optimization
In competitive machining environments, the right end mill or indexable cutter is not a consumable — it is a productivity multiplier.
If you want to reduce cycle time, stabilize production, and lower cost per part, start by asking the right question:
Is this tool maximizing my machine’s potential?




