 Skip to content
Skip to content 
Coolant Strategy for Carbide End Mills: Are You Maximizing Tool Life and Machining Performance?
Table of Contents

Introduction: Is Your End Mill Really the Problem?
Have you ever reduced cutting speed because your carbide end mill wore out too quickly?
Have you blamed coating failure when machining stainless steel?
Have you adjusted feed rate repeatedly but still struggled with surface finish?
What if the real issue is not your end mill — but your coolant strategy?
In modern CNC machining, coolant is not just a cooling medium. It is a performance driver.
When optimized correctly, it can:
- Extend solid carbide end mill life
- Improve chip evacuation
- Stabilize end mill speeds and feeds
- Reduce built-up edge in stainless steel
- Lower cost per part
This guide explores how coolant strategy directly impacts carbide end mill machining — with practical data, comparisons, and real application insight.
What Is an End Mill — And Why Does Coolant Matter So Much?
An end mill is a rotary cutting tool used for:
- Slotting
- Side milling
- Profiling
- Contouring
- Pocketing
Unlike a drill, a center cutting end mill can cut both axially and radially.
Modern carbide end mills operate at:
- 8,000–20,000+ RPM
- High feed rates
- High heat concentration at the cutting edge
Cutting temperatures in stainless steel machining can exceed 800–1000°C at the tool-chip interface.
Without proper coolant delivery:
- Coating deteriorates
- Micro-chipping begins
- Built-up edge forms
- Tool life decreases significantly

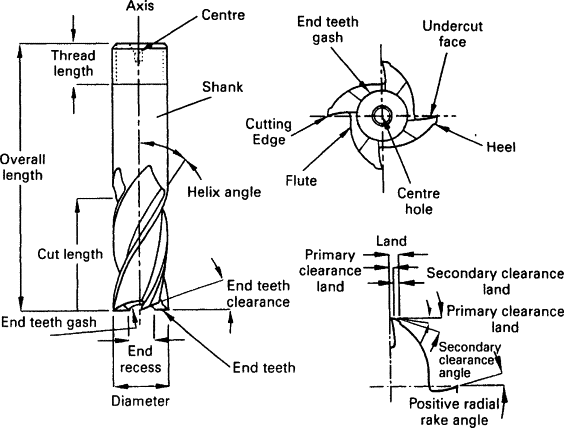
Common End Mill Geometries
Different end mill types generate different thermal loads and chip behavior.
End Mill Type | Typical Application | Heat Concentration | Coolant Focus |
Square End Mill | General milling | Medium | Balanced cooling |
Ball Nose End Mill | 3D contouring | High at tip | Directed cooling |
Corner Radius End Mill | Mold & die | Medium-high | Temperature stability |
Roughing End Mill | Heavy stock removal | Very high | Strong chip evacuation |
Indexable End Mill | Large diameter cutting | Medium | High flow rate |
Each geometry demands a different coolant approach.
2 Flute vs 4 Flute End Mill — Does Coolant Requirement Change?
Absolutely.
A 2 flute end mill typically offers:
- Larger flute valleys
- Better chip evacuation
- Lower friction
A 4 flute end mill provides:
- Higher rigidity
- More cutting edges
- Greater surface finish capability
- Higher heat accumulation
Coolant Strategy Comparison
Feature | 2 Flute End Mill | 4 Flute End Mill |
Best For | Aluminum | Steel / Stainless |
Chip Space | Large | Smaller |
Heat Build-Up | Moderate | Higher |
Coolant Priority | Flow rate | Pressure + lubrication |
Risk If Improper | Chip recutting | Built-up edge & chipping |
When machining aluminum with a 2 flute end mill, chip evacuation is critical.
When machining stainless steel with a 4 flute end mill, lubrication and high-pressure coolant become essential.
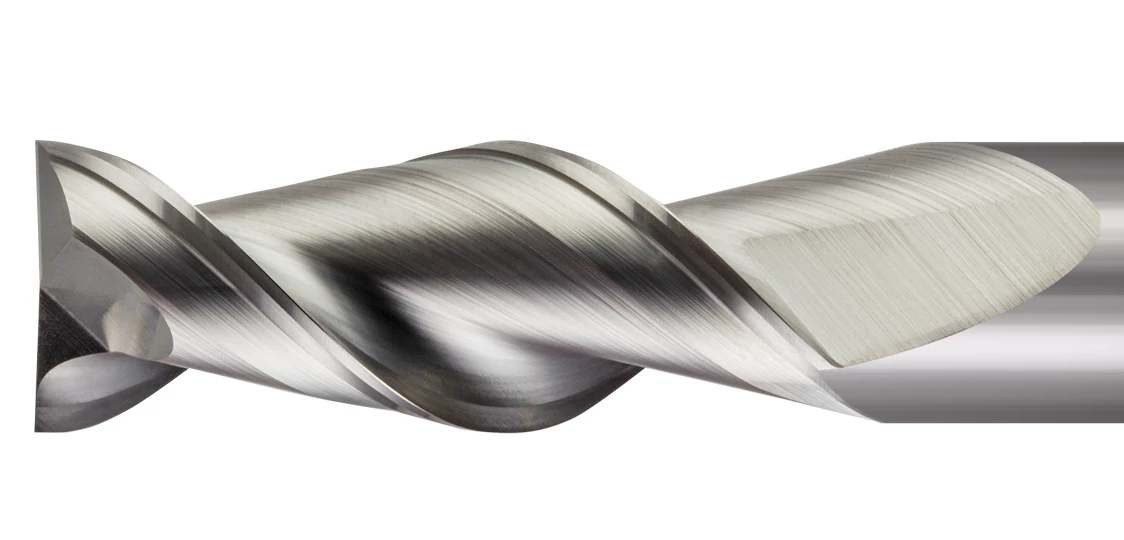

Visual Comparison: Chip Evacuation & Cooling
Notice how chip evacuation differs significantly.
Poor coolant strategy leads to:
- Chip packing
- Recutting
- Surface scratches
- Tool breakage
Carbide End Mill Speeds and Feeds — Why Coolant Directly Impacts Them
Many machinists search for:
- End mill speeds and feeds
- Carbide end mill speeds and feeds
- End mill feed rate
- End mill cutting speed
However, cutting parameters depend heavily on thermal stability.
Typical Industrial Cutting Speed Ranges
Material | Cutting Speed (m/min) | Coolant Recommendation |
Aluminum 6061 | 250–600 | Flood or MQL |
Carbon Steel | 120–250 | Flood cooling |
Stainless Steel 304 | 80–150 | High-pressure coolant |
Titanium Alloy | 40–80 | Through-tool coolant |
If coolant is insufficient:
- Cutting speed often reduced by 20–40%
- Tool wear accelerates
- Coating delamination increases
Proper coolant allows stable use of recommended speeds and feeds.
Flood Cooling or High-Pressure Coolant — Which Is Better?
Flood Cooling
Best suited for:
- General CNC end mill machining
- Aluminum end mill
- Indexable end mill operations
Advantages:
- Strong heat removal
- Effective chip flushing
- Simple system
Limitations:
- Poor penetration in deep slots
- Less effective for long stainless chips
High-Pressure Coolant (HPC)
Essential for:
- End mill for stainless steel
- Roughing end mill operations
- Deep pocket machining
- Heat-resistant alloys
HPC systems (20–70 bar typical industrial range) help:
- Break chips
- Reduce built-up edge
- Improve tool life by 20–50% in steel applications
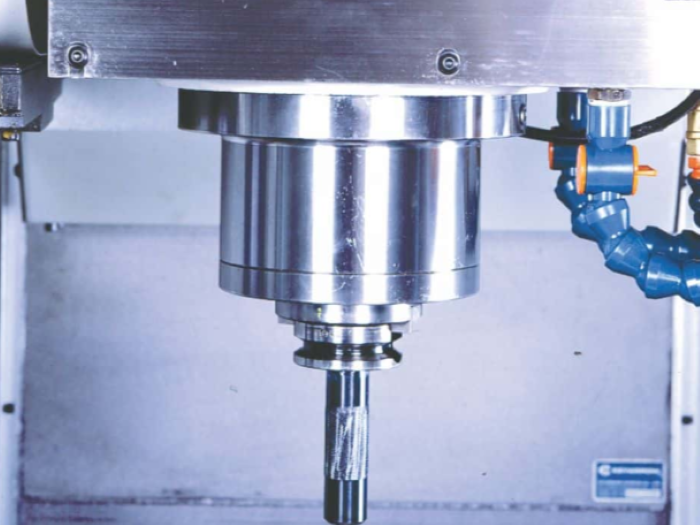
High-Pressure Coolant Application
Proper direction is just as important as pressure.
Coolant must reach:
- The cutting edge
- The chip formation zone
- The highest temperature region
Incorrect direction reduces effectiveness dramatically.

Aluminum End Mill Applications — Do You Need Maximum Cooling?
Aluminum produces less heat but long continuous chips.
For:
- 1/4 end mill
- 6mm CNC end mill
- Single flute end mill carbide
The priority is:
✔ Chip evacuation
✔ Preventing material welding
✔ Maintaining surface finish
MQL systems often perform well in aluminum machining.
Stainless Steel End Mill Machining — Why Is It So Demanding?
Stainless steel:
- Work hardens rapidly
- Has low thermal conductivity
- Generates high friction
Without adequate coolant:
- Built-up edge forms
- Micro-chipping increases
- Tool life drops sharply
Recommended setup:
- Solid carbide end mill with TiAlN or AlTiN coating
- Stable feed rate
- High-pressure directed coolant
End Mill vs Face Mill — Does Coolant Strategy Differ?
Aspect | End Mill | Face Mill |
Cutting Direction | Axial + radial | Mainly face cutting |
Heat Location | Tool tip concentrated | Spread across inserts |
Coolant Targeting | Precise & directed | High volume flow |
Chip Removal | Vertical | Radial |
End mill machining demands more accurate coolant positioning.
Practical Guidelines for Optimizing CNC End Mill Coolant Strategy
1.Match coolant type to material
2.Increase pressure for stainless and titanium
3.Ensure nozzle direction targets cutting edge
4.Maintain correct coolant concentration (5–10% typical emulsions)
5.Monitor filtration quality
6.Adjust speeds and feeds according to cooling efficiency
Examples:
- 2 flute end mill for aluminum → High flow flood
- 4 flute end mill for steel → Moderate pressure + lubrication
- Roughing end mill in stainless → High-pressure coolant
- Indexable end mill 12mm in steel → Strong flow focus

Final Question: Are You Treating Coolant as a Cost — or as a Performance Tool?
Coolant directly affects:
- Tool life
- End mill machining stability
- Surface finish
- Productivity
- Cost per component
When paired with high-quality carbide end mill cutters, optimized coolant systems significantly increase machining efficiency.
Conclusion
In modern machining, performance depends on four factors:
Tool Geometry
Coating Technology
Speeds and Feeds
Coolant Strategy
Ignoring coolant optimization while investing in premium solid carbide end mills limits your full machining potential.
The most competitive machining operations treat coolant as an engineered system — not an afterthought.
Because in high-performance CNC machining:
The right coolant strategy transforms good tools into exceptional results.





