
Why Does Internal Corner Radius Milling Always Produce Chatter? How Can the Right Flat End Mill Improve Deep Cavity Surface Finish?
Table of Contents

In precision mold manufacturing, aerospace machining, and deep cavity milling, internal corner radius finishing is often one of the most difficult operations to stabilize. Many machinists encounter the same frustrating problem during production: side wall machining appears smooth and stable, spindle load remains normal, and cutting conditions seem perfectly acceptable, yet the moment the cutter enters a narrow internal corner, vibration marks suddenly appear on the workpiece surface.
This problem becomes especially common when machining deep pockets, hardened steel molds, stainless steel cavities, or small-radius internal corners. Even on high-rigidity CNC machining centers, chatter can still occur if the cutter geometry and machining strategy are not suitable for the actual cutting conditions inside the corner area.
The reason is simple. Internal corners create a completely different engagement condition compared with open surface milling, and many machining problems begin the moment cutter engagement increases too rapidly.
Why Are Internal Corner Areas So Difficult to Machine?
When a flat end mill cuts along an open wall, the engagement angle usually remains relatively stable. Inside an internal corner radius, however, the cutting condition changes immediately.
As the cutter enters the corner transition, the contact area between the cutting edge and the workpiece increases sharply. Radial cutting force rises, spindle load fluctuates, and heat begins concentrating inside the narrow cavity. In deep cavity machining, the situation becomes even more severe because long tool overhang naturally reduces rigidity.
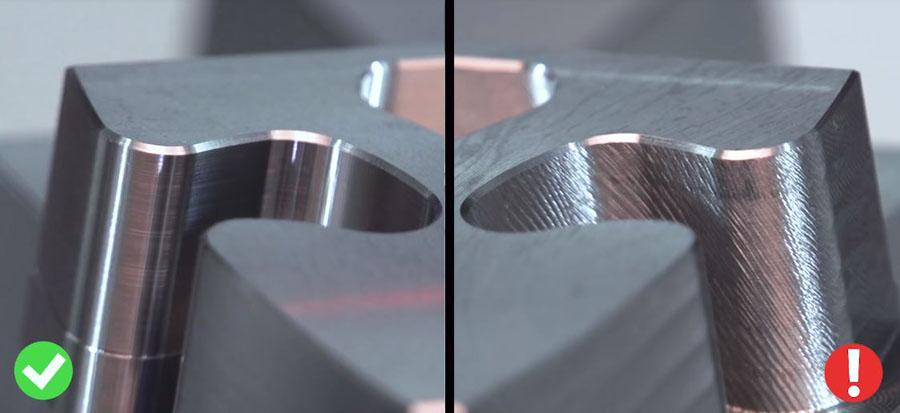
Once vibration begins inside the corner area, surface finish quality deteriorates very quickly. Even slight chatter can leave visible machining marks on mold cavities and precision surfaces that later require additional polishing or manual correction.
The following comparison illustrates a common machining mistake during internal corner milling.
In many cases, machinists assume the problem is caused by machine rigidity or spindle instability, but the actual issue is often improper cutter diameter selection.
Why Does Using the Theoretical Cutter Diameter Often Create Worse Results?
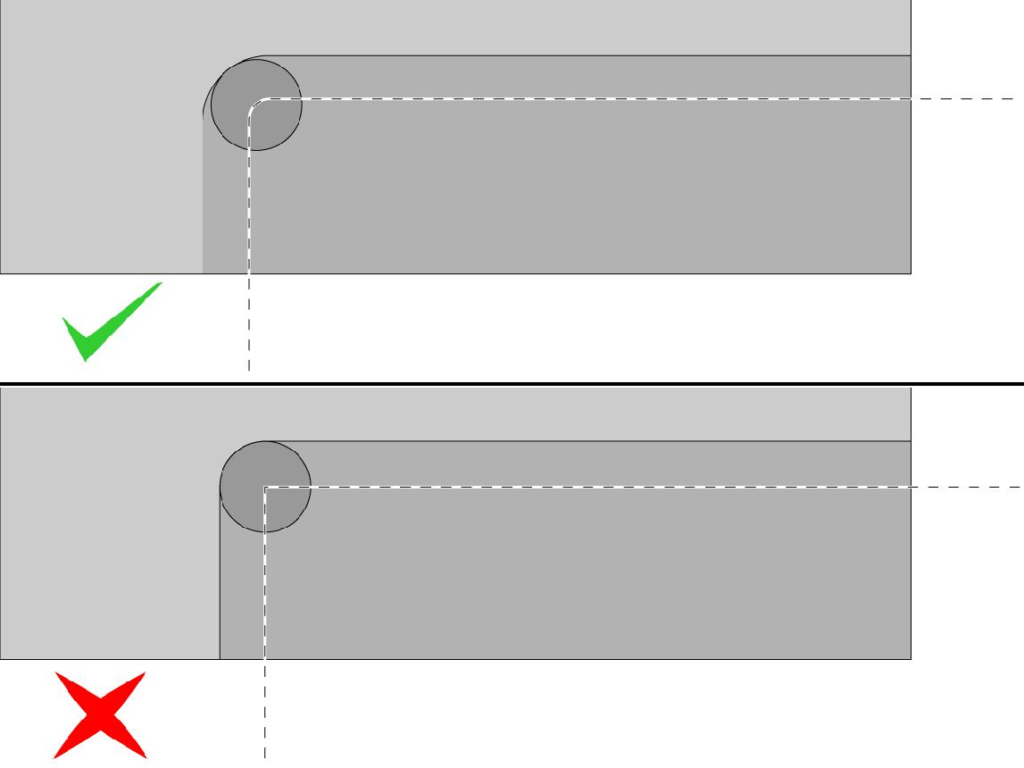
One of the most common mistakes in internal radius machining is selecting a flat end mill with the exact theoretical diameter required by the corner geometry.
For example, many operators directly choose a Ø2 flat end mill when machining an R1 internal corner because the cutter appears to perfectly match the radius size. Geometrically, this seems correct. In actual machining conditions, however, this often creates excessive engagement inside the corner transition area.
Instead of maintaining light cutting contact, the cutter remains engaged against the cavity wall for a much longer distance. As engagement increases, radial cutting pressure rises rapidly and vibration becomes much more likely, especially during high-speed finishing operations or deep cavity machining.
Experienced machinists therefore often prefer using a slightly smaller flat end mill instead of selecting the maximum possible diameter.
Internal Radius | Common Tool Choice | Recommended Tool Choice |
R0.5 | Ø1 | Ø0.7–0.8 |
R1 | Ø2 | Ø1.4–1.6 |
R2 | Ø4 | Ø2.8–3.2 |
R3 | Ø6 | Ø4.2–4.8 |
This approach helps reduce cutter engagement during corner transitions and creates much smoother cutting conditions inside narrow cavity areas.
Why Does a Smaller Flat End Mill Often Produce Better Surface Finish?
A slightly smaller flat end mill reduces the contact length between the cutting edge and the workpiece during corner engagement. Although this difference appears small geometrically, it dramatically changes machining stability.
Lower engagement means lower radial cutting force. As spindle load fluctuation decreases, the cutter follows a smoother cutting path through the material and vibration becomes easier to control.
This improvement becomes especially noticeable in deep cavity applications where long tool projection amplifies even small amounts of cutter deflection. Under unstable conditions, a large-diameter cutter can generate harmonic vibration very quickly once it enters the corner transition area.
For this reason, many mold manufacturers intentionally use slightly smaller carbide flat end mills during finishing operations. Although smaller cutters remove less material per pass, they often produce significantly more stable cutting conditions and much better surface finish quality.
In precision cavity machining, stable cutting behavior is usually far more important than maximizing material removal rate during finishing operations.
Why Is Tool Rigidity So Important in Deep Cavity Milling?
Even when cutter diameter is selected correctly, poor rigidity can still create unstable machining conditions.
During deep cavity milling, the tool behaves like a cantilever structure. As overhang increases, rigidity decreases rapidly and cutter deflection becomes more severe under cutting load. Once the tool begins vibrating, the cutting edge can no longer maintain a stable path through the material, causing chatter marks to appear on the cavity surface.
This is why high-rigidity carbide flat end mills are widely preferred for precision cavity finishing applications.
Modern flat end mills designed for deep cavity machining typically use reinforced core geometry and optimized flute structures to improve stability during long-reach operations. Stronger core rigidity helps reduce bending during corner engagement, while optimized flute geometry improves cutting smoothness and chip evacuation inside narrow cavities.

In high-speed machining applications involving hardened steel molds or stainless steel cavities, these rigidity improvements often make a significant difference in both surface quality and tool life.
How Does Flute Geometry Affect Machining Stability?
Flute geometry has a major influence on vibration behavior during internal corner finishing.
Traditional symmetrical flute designs tend to generate repetitive cutting frequencies during spindle rotation. When the cutter enters a narrow internal corner, these frequencies can gradually synchronize with machine vibration and produce harmonic chatter.
This problem becomes particularly obvious during mold steel machining and stainless steel cavity finishing because cutting resistance remains high throughout the corner transition. In small-diameter end mill applications where rigidity is already limited, unstable flute engagement can quickly amplify vibration and reduce dimensional consistency inside the cavity.
For this reason, many modern carbide flat end mills designed for deep cavity machining now use unequal flute spacing to improve stability. Instead of generating repetitive cutting frequencies, unequal flute geometry distributes cutting force more irregularly throughout spindle rotation, helping suppress harmonic vibration and maintain smoother spindle load during machining.
At the same time, optimized flute geometry also improves chip evacuation inside narrow corners where chip flow is naturally restricted. Better chip evacuation reduces heat concentration and helps maintain more stable cutting conditions during deep pocket finishing operations.
Why Does Chip Evacuation Directly Affect Surface Finish?
Chip evacuation is often underestimated during internal corner milling, yet it has a direct influence on machining stability and surface quality.
Inside deep cavities and narrow corners, chips have very limited escape space. Once chips begin recutting between the cutter and the cavity wall, cutting pressure rises immediately and vibration becomes much more difficult to control.
Heat accumulation also increases rapidly under poor chip evacuation conditions, accelerating tool wear and damaging surface finish quality.
Different materials create very different machining behavior during corner engagement.
Material | Main Corner Milling Challenge | Machining Stability |
Aluminum Alloy | Built-up edge formation | Medium |
Stainless Steel | Heat and vibration | Difficult |
Tool Steel | High cutting resistance | Difficult |
Titanium Alloy | Heat concentration | Very Difficult |
Hardened Steel | Tool wear and chatter | Very Difficult |
For aluminum machining, polished flute surfaces help prevent material adhesion and improve chip flow. In stainless steel and hardened steel applications, deeper flute geometry and stable cutting conditions become even more important because cutting pressure remains high throughout the corner transition.
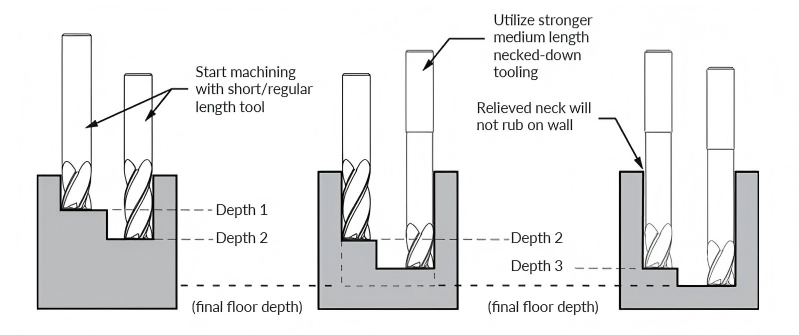
Why Do Professional Mold Shops Use Multi-Step Corner Finishing?
In high-precision mold manufacturing, internal corner finishing is rarely completed using a single finishing pass.
Instead, semi-finishing operations are commonly used to remove excess material before final corner finishing begins. This allows the finishing cutter to operate under lighter and more stable cutting conditions.
Reducing the remaining material inside the corner area significantly lowers vibration risk during the final finishing process. Surface finish quality becomes more consistent, tool life improves, and polishing requirements after machining are reduced considerably.
This strategy is especially important in deep cavity molds and hardened steel components where unstable finishing conditions can easily damage expensive workpieces.
In practical machining environments, stable cutting conditions often have a much greater influence on total production efficiency than aggressive cutting parameters alone.
Conclusion
Internal corner radius machining remains one of the most challenging operations in precision milling because cutter engagement changes dramatically during corner transitions. Even highly rigid CNC machining centers can produce chatter if cutter diameter and machining strategy are not optimized correctly.
Using a flat end mill that exactly matches the theoretical corner diameter often creates excessive engagement and unstable cutting pressure inside narrow cavity areas. For this reason, experienced machinists frequently prefer slightly smaller high-rigidity carbide flat end mills to improve cutting stability and surface finish quality.
Combined with optimized flute geometry, improved chip evacuation, reduced tool overhang, and stable machining strategy, modern flat end mills can achieve remarkably smooth internal corner finishes even in difficult deep cavity applications.
For mold manufacturing, aerospace machining, stainless steel cavity milling, and precision component production, selecting the correct flat end mill is not simply a tooling decision. It directly determines machining stability, dimensional consistency, tool life, and final surface quality.




