
4 Practical Ways to Extend Carbide End Mill Tool Life
Table of Contents

Carbide end mills fail in different ways. One shop sees tiny corner chips after the first two pockets. Another gets a decent finish for the first hour, then the cutter starts rubbing and the part size drifts. A mold shop running hardened steel may lose the edge suddenly during a corner cleanup pass. A job shop cutting aluminum may blame the tool, only to find that chips are welding inside the flute because the coolant stream never reaches the cut.
Those problems look different, but they have one thing in common: the cutter is only one part of the system. A carbide end mill works inside a chain that includes the spindle, holder, runout, toolpath, workpiece material, coolant, chip evacuation, geometry, coating, and the way the operator sets up the job. When one link is weak, the cutting edge pays for it.
That is why “buy a harder cutter” is usually a poor answer. Carbide is already hard. Its advantage is wear resistance and hot hardness, but the same hardness also makes it less forgiving than high-speed steel when the setup vibrates or the cutting edge is shocked. A carbide end mill can run fast and hold tolerance beautifully. It can also chip in seconds if one flute takes more load than the others.

This article looks at tool life from the point of view of a production shop or tooling buyer. The goal is not to protect the cutter at the cost of productivity. The goal is predictable tool life: fewer sudden failures, stable dimensions, acceptable surface finish, and a lower cost per part.
First, define what “tool life” means for your shop
Tool life sounds simple until a production manager, machinist, and buyer all use the phrase differently. The buyer may mean how many hours a cutter lasts before reordering. The machinist may mean how long the edge can run before chatter, burrs, or tool marks appear. The quality team may care about when part size starts drifting. The owner usually cares about cost per good part.
For carbide end mills, it helps to track three separate limits:
Tool life limit | What it means on the floor | Why it matters |
Wear limit | The tool is still cutting, but flank wear, crater wear, or coating loss has reached the shop’s replacement standard | Prevents gradual size drift and surface finish problems |
Quality limit | The tool still has edge left, but burrs, chatter marks, taper, or poor finish make the part unacceptable | Protects inspection results and reduces rework |
Failure limit | Chipping, breakage, pullout, or severe built-up edge stops the job | Prevents scrap, fixture damage, spindle load spikes, and lost machine time |
Most shops focus too much on the last one because broken tools are obvious. The better approach is to catch wear and quality drift before the cutter reaches a sudden failure point. A tool that lasts 90 predictable minutes may be more valuable than a tool that sometimes lasts three hours and sometimes breaks after ten minutes.
1. Set cutting data around chip load, heat, and engagement
The fastest way to shorten carbide end mill life is to treat speed and feed as separate guesses. They are not separate. Cutting speed controls heat at the cutting edge. Feed per tooth controls chip thickness. Radial and axial depth of cut control how much of the edge is engaged and how much force enters the tool. Toolpath style controls whether the cutter sees a smooth load or repeated shock.
When a tool chips, many shops immediately reduce feed. That can help if the feed was genuinely too aggressive. But if the cutter was already rubbing, lowering feed makes the situation worse. The edge stops forming a proper chip, heat rises, and the cutter polishes the workpiece instead of cutting it. Carbide does not like that. A sharp edge needs enough chip load to work.
For a new job, start from the tool supplier’s recommended range, then adjust based on the cut type. A full-width slot is hard on an end mill because both chip evacuation and radial force are demanding. A light side-milling pass at the same spindle speed may run cleanly because the engagement is much lower. Adaptive roughing can improve tool life, but only when the radial engagement and minimum chip thickness are set correctly. A fancy toolpath with poor chip load is still a poor cut.
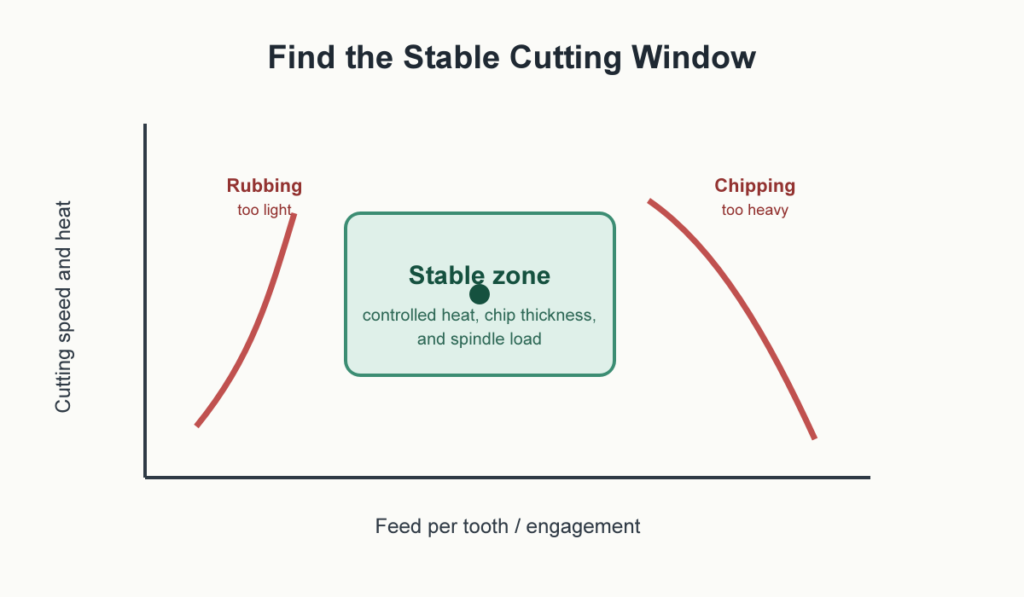
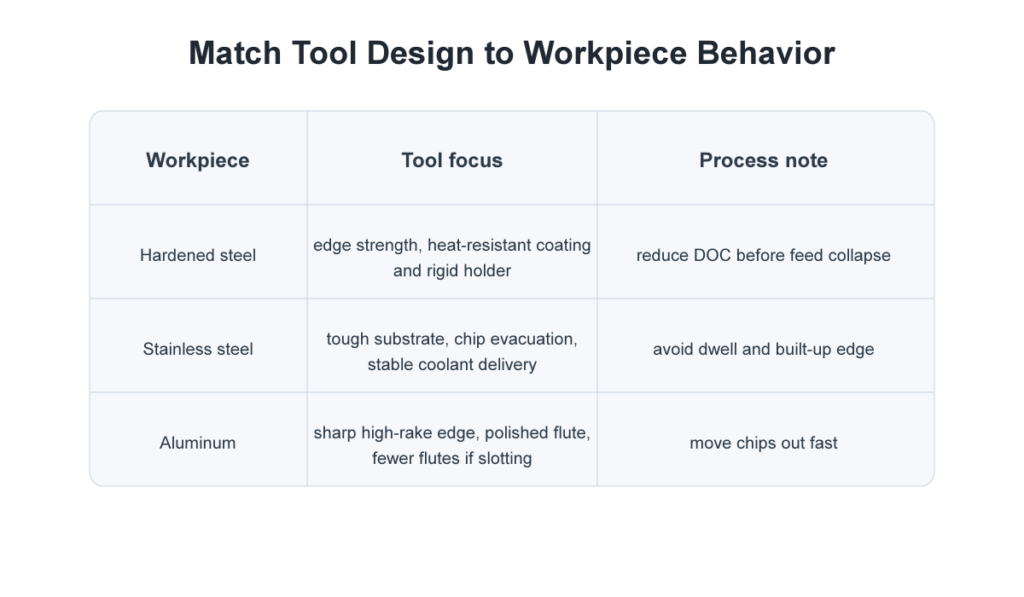
When machining hardened steel or pre-hardened mold steel, the usual mistake is to reduce feed too much while leaving engagement too heavy. It is often better to reduce radial depth of cut first, keep the chip load alive, and let the tool run in a more stable high-speed range. For stainless steel, watch dwell and rubbing because work hardening can punish the next flute. For aluminum, the challenge is often not edge hardness but chip evacuation. Packed chips can destroy a good cutter quickly.
Use the wear pattern as a guide:
Wear or failure sign | Likely process issue | First adjustment to try |
Small chips along the corner | Shock load, excessive radial engagement, runout, weak edge prep, or corner recutting | Reduce radial engagement, smooth the entry, check runout, consider a corner radius |
Blue or dark heat marks near the edge | Cutting speed too high, poor coolant access, or coating not suited to heat | Lower surface speed, improve coolant or air blast, check coating choice |
Built-up edge on the flute | Material welding, poor lubrication, or chip packing | Improve chip evacuation, use sharper/polished geometry, adjust feed to cut instead of rub |
Chatter marks on side wall | Tool overhang, weak holder, thin wall movement, or unstable spindle speed | Shorten projection, improve holding, change spindle speed, reduce step-over |
Rapid flank wear but no chipping | Abrasive material, speed too high, or grade/coating mismatch | Adjust speed, choose wear-resistant grade or coating, improve coolant filtration |
Burrs increase gradually | Edge dulling, rubbing, or work hardening | Replace earlier, increase effective chip load, revise finishing allowance |
The useful habit is to change one variable at a time. If you reduce spindle speed, feed, radial engagement, and coolant pressure all at once, you may get a better result but learn nothing. For repeat jobs, record the winning data with the tool diameter, flute count, stick-out, holder type, material hardness, and toolpath strategy. That small record is often worth more than another catalog search.
2. Choose geometry and coating for the failure mode, not for the catalog headline
End mills are easy to compare by diameter, flute count, coating color, and price. That is not enough. The cutting edge has a job to do, and different jobs need different geometry.
For aluminum, a sharp high-rake edge and open flute space help shear the material cleanly and clear chips. A polished flute can matter more than a hard coating because chip welding is a common problem. For stainless steel, the cutter needs enough toughness to resist chipping, enough sharpness to avoid work hardening, and enough flute design to move stringy chips away from the edge. For hardened steel, edge strength, coating heat resistance, and rigidity become more important. For cast iron, abrasive wear and dust management often dominate.
Flute count is a good example of why “more” is not always better. More flutes can increase core strength and allow higher feed rates in side milling. They can also reduce chip space. In slotting or deep pocketing, too many flutes can pack chips, raise heat, and chip the edge. A four-flute tool may be a strong general choice for steel, but it may not be the best tool for aluminum slotting or deep cavities.

Edge preparation also changes tool life. A razor-sharp edge cuts freely but may chip in interrupted cuts or hard material. A honed or slightly protected edge lasts longer under load but may push more and generate more heat in soft materials. Corner geometry matters too. A tiny corner radius can strengthen the most fragile part of a square end mill and improve tool life in steel, especially when the tool repeatedly enters corners. For a true sharp internal corner, you may still need a square tool, but you should expect a shorter life.
Coating selection should follow the heat and material behavior. AlTiN and TiAlN-style coatings are common for steel and hard milling because they handle heat well. DLC or highly polished options may suit aluminum and nonferrous applications where welding is the bigger enemy. Uncoated carbide is still useful when the edge must stay very sharp or when the operation does not benefit from a coating.
Material / operation | Geometry priority | Coating or surface focus | Tool-life risk to watch |
Hardened steel finishing | Strong edge, short flute length, corner radius when allowed | Heat-resistant coating | Corner chipping, thermal cracking, chatter |
Stainless steel pocketing | Tough substrate, positive but supported edge, good chip evacuation | Coating that reduces friction and handles heat | Work hardening, built-up edge, notch wear |
Aluminum slotting | High rake, open polished flutes, 2 or 3 flutes often useful | Uncoated or low-friction polished surface | Chip welding, packed flutes, recutting |
Carbon steel general milling | Balanced flute count, stable core, suitable helix | General-purpose wear-resistant coating | Heat wear, chatter, corner wear |
Cast iron milling | Wear-resistant grade, strong edge | Coating or substrate for abrasion | Abrasive flank wear, dust contamination |
The Chinese reference material mentioned “high tip strength” and “more rigid, multi-flute shapes” for high-hardness materials. That point is useful, but it needs context. A stronger edge helps hard milling, but only if the holder, toolpath, and engagement keep the cutter stable. A rigid cutter in a weak setup still fails.
3. Control runout, clamping force, and vibration before blaming the cutter
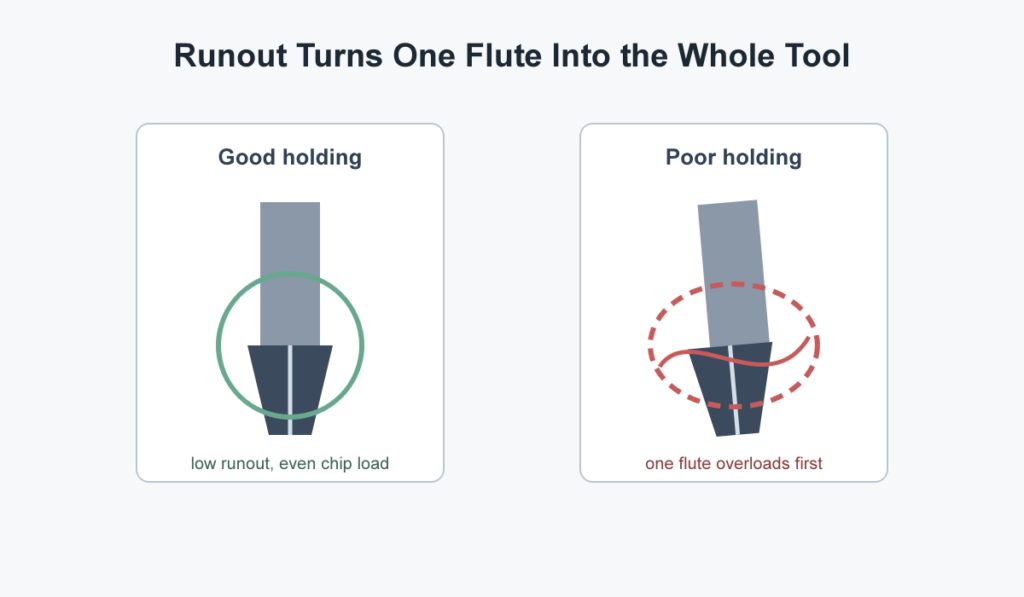
Runout is one of the quietest tool-life killers. If a four-flute end mill has measurable runout, one flute cuts heavier than the others. That flute wears first. It may chip first. The operator sees a damaged cutter and may blame the carbide grade, but the real problem started at the holder, collet, spindle, or tool assembly.
Small cutters suffer most because the chip load per tooth is already small. A few microns of runout can become a large percentage of the intended chip thickness. The result is uneven flute loading: one flute cuts, another rubs, and the tool never behaves like the cutting data predicts.
Toolholding should be chosen for the job. A clean high-quality collet system may work well for many finishing and light milling operations. Hydraulic holders can offer good damping and accuracy. Shrink-fit holders provide strong grip and good concentricity when used correctly. Milling chucks can be valuable for heavier roughing where grip force matters. None of these systems works well if the taper is dirty, the collet is worn, the nut is damaged, or the tool is held with excessive projection.

Before switching tool brands, check the mechanical setup:
Setup check | What to look for | Why it affects carbide tool life |
Tool projection | Long stick-out, unnecessary flute length, poor clearance planning | More deflection and chatter; higher risk of corner chipping |
Holder and collet condition | Wear, burrs, dirt, coolant residue, fretting marks | Adds runout and reduces grip consistency |
Spindle taper cleanliness | Chips, dried coolant, damaged contact marks | Prevents accurate seating of the holder |
Workholding rigidity | Thin walls, unsupported stock, weak clamping near the cut | Part movement changes chip load and triggers chatter |
Entry and exit moves | Plunging straight into material, sudden corner engagement | Shock load damages the edge before steady cutting begins |
Coolant nozzle aim | Coolant hitting the holder or part wall instead of the cutting zone | Heat and chips remain at the edge |
Vibration control does not always require expensive measurement. A machinist can often hear when the cut is unstable. The finish shows it too: repeating waves, inconsistent side-wall marks, or sudden pitch changes in the sound. Shortening the tool, reducing radial engagement, changing spindle speed, and avoiding abrupt corner engagement often improve tool life immediately.
For long-reach work, be realistic. A long-neck carbide end mill can reach deep features, but it does not remove the physics of deflection. Use the shortest cutting length and neck length that clears the feature. Leave finishing stock where possible. Avoid asking a long, small-diameter cutter to rough like a short tool.

4. Match the cutter to the material, operation, and buying reality
Tool selection should start with the real operation, not the product name. A cutter that performs well in side milling may be poor in full slotting. A finishing end mill may not survive roughing scale or interrupted cuts. A high-performance aluminum tool may be wrong for stainless steel. A hard-milling cutter may be too expensive for a short prototype run where cycle time is not the constraint.
For buyers, consistency matters as much as maximum performance. If a supplier can hold diameter tolerance, coating consistency, edge prep, and delivery reliability, the shop can build a stable process around that tool. If every batch behaves differently, the machinist has to rediscover the cutting data each time.
For engineers, the best tool is the one that fits the process window. If the machine is older, the holder is not ideal, or the fixture is not very rigid, a slightly tougher geometry may outperform a more aggressive high-speed cutter. If the machine is rigid and the toolpath is controlled, a more specialized carbide end mill can raise output without sacrificing life.
Coolant and chip evacuation deserve more attention
Coolant is often treated as a background detail, but it affects carbide end mill life in several ways. It can remove heat, reduce friction, flush chips, and prevent welding. It can also cause problems if applied inconsistently. In some hard milling applications, a poorly aimed intermittent coolant stream can create thermal shock. In aluminum, weak chip evacuation can pack flutes and make the tool fail even when speed and feed look reasonable.
For many milling operations, especially pockets and slots, chip evacuation is the practical test. If chips remain in the cut, the tool recuts them. Recutting chips damages the edge, worsens finish, and increases heat. Air blast can be useful for aluminum and dry-machining conditions. Flood coolant can work well when it reaches the cutting zone. Through-tool coolant helps in deeper features but requires the right tool and machine capability.
Coolant concentration and cleanliness also matter. Old coolant with poor lubricity may contribute to built-up edge. Dirty coolant can carry abrasive fines back into the cut. Shops that machine cast iron, aluminum, and steel on the same equipment should pay attention to filtration and sump maintenance, not just nozzle direction.

Conclusion
Extending carbide end mill life is not about running timidly, and it is not about buying the hardest tool in the catalog. It comes from matching the cutter to the material, then giving the edge a stable cutting environment. Cutting data, geometry, coating, holder accuracy, coolant, and workholding all matter. Ignore one of them and the tool may still fail early.
For CNC shops, the payoff is practical: fewer unplanned tool changes, fewer damaged parts, more predictable finishing passes, and better confidence when quoting repeat work. For tooling buyers, it means evaluating suppliers by consistency and application fit, not only by unit price.
HNCarbide supplies carbide end mills for steel, stainless steel, cast iron, aluminum, and hard milling applications. If a shop is dealing with short tool life, the best starting point is not a generic recommendation. It is the actual job: material, hardness, cutter diameter, holder, stick-out, coolant, toolpath, and the failure pattern on the worn edge.




