 Skip to content
Skip to content 
Why Do Some Drilled Holes Meet Precision Standards While Others Fail?
Table of Contents

Drilling may appear to be one of the simplest machining operations, but achieving consistent, high-quality holes is far more complex than many engineers expect.
A drilled hole is rarely judged by appearance alone.
Instead, manufacturers evaluate it based on strict technical criteria such as:
- diameter tolerance
- surface finish
- concentricity
- hole straightness
- compatibility with downstream processes like tapping or reaming
In industries such as automotive, aerospace, mold manufacturing, and precision machinery, even a slight deviation can lead to assembly problems, premature component wear, or failure of subsequent machining operations.
So what actually defines hole quality in drilling?
Is it simply the diameter accuracy?
Does chip evacuation matter more than cutting speed?
Or does the design of the carbide drill itself play the biggest role?
The truth is that hole quality results from a combination of drill geometry, coating technology, machine stability, coolant management, and chip control.
This article explores the critical factors that determine hole quality and explains how modern solid carbide drills are engineered to meet demanding machining requirements.

What Exactly Defines Hole Quality in Drilling?
Before optimizing drilling processes, it is important to understand how manufacturers evaluate the quality of a drilled hole.
In most machining environments, three primary factors are used.
Key Indicators of Drilled Hole Quality
Quality Indicator | What It Measures | Typical Industrial Requirement |
Hole diameter tolerance | Difference between actual hole size and design specification | IT7–IT10 depending on application |
Surface finish | Smoothness of the internal hole wall | Ra 1.6–3.2 μm |
Concentricity | Alignment between hole axis and reference axis | ≤0.02–0.05 mm |
Roundness | Uniformity of hole cross-section | ≤0.01–0.03 mm |
These parameters determine whether the hole can function properly in the final assembly.
However, the required drilling quality can vary depending on the manufacturing process.
In some applications, drilling is simply the first stage before reaming or boring. In others, the drilled hole must meet all specifications directly.
When Is Drilling Speed More Important Than Precision?
In high-volume production environments, drilling is often only a preparatory operation.
For example:
- engine blocks
- hydraulic valve bodies
- large structural components
In these cases, the drilled hole is typically finished later through reaming or boring to achieve final tolerances.
Therefore, the drill’s main objective may be:
- maximum productivity
- stable tool life
- reliable hole positioning
If a carbide drill produces 200 holes efficiently, slight deviations in surface finish may not be critical because the finishing process will correct them.
However, drilling quality still matters. Poor drilling conditions can negatively affect downstream operations.
For example, excessive heat during drilling can cause work hardening, particularly in stainless steel. This makes subsequent tapping extremely difficult and drastically shortens tap life.
Can a Drilled Hole Meet Final Quality Requirements in One Operation?
Yes — but only with proper tool design and machining strategy.
In low-volume production or specialized machining applications, it may be more efficient to produce the final hole directly during drilling.
For example:
- custom machining jobs
- prototype manufacturing
- aluminum structural components
If a part requires only two holes instead of two hundred, the machinist may choose a drill designed to produce a finished hole without additional processes.
In such cases, drilling must satisfy strict requirements for:
- tolerance
- surface finish
- hole straightness
Achieving this requires a careful combination of tool geometry and process control.
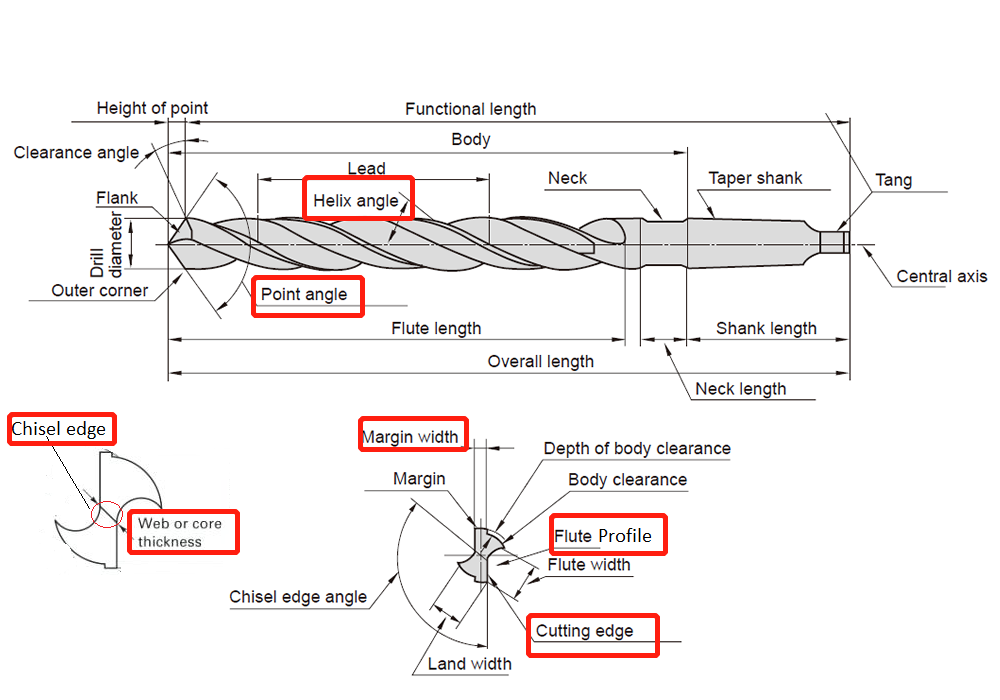

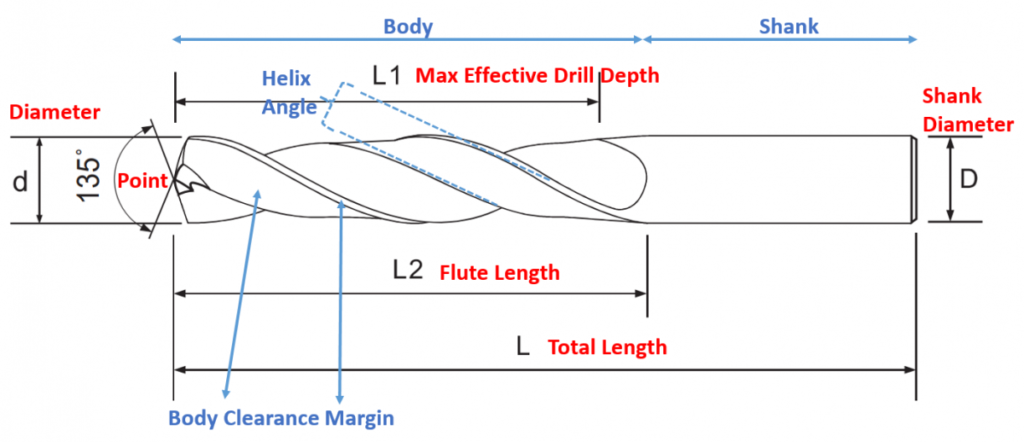
Why Does Drill Geometry Play Such a Critical Role?
One of the most important design parameters of a carbide drill is the helix angle.
The helix angle determines how chips flow out of the hole and how stable the drill remains during cutting.
Different materials require different helix geometries.
Recommended Helix Angles for Different Materials
Material | Recommended Helix Angle | Reason |
Cast iron | 15°–25° | Short chips, improved rigidity |
Alloy steel | 20°–30° | Balanced chip evacuation |
Stainless steel | 30°–35° | Prevent chip clogging |
Aluminum | 35°–45° | Efficient evacuation of long chips |
Copper alloys | 35°–40° | Reduce built-up edge |
Materials such as cast iron and ductile iron produce short, brittle chips. A lower helix angle provides greater tool rigidity and stability.
In contrast, materials like aluminum and copper generate long chips that can clog flutes. A higher helix angle produces a lifting effect that helps evacuate chips quickly.
Selecting the correct helix geometry significantly improves:
- drilling stability
- tool life
- hole surface quality
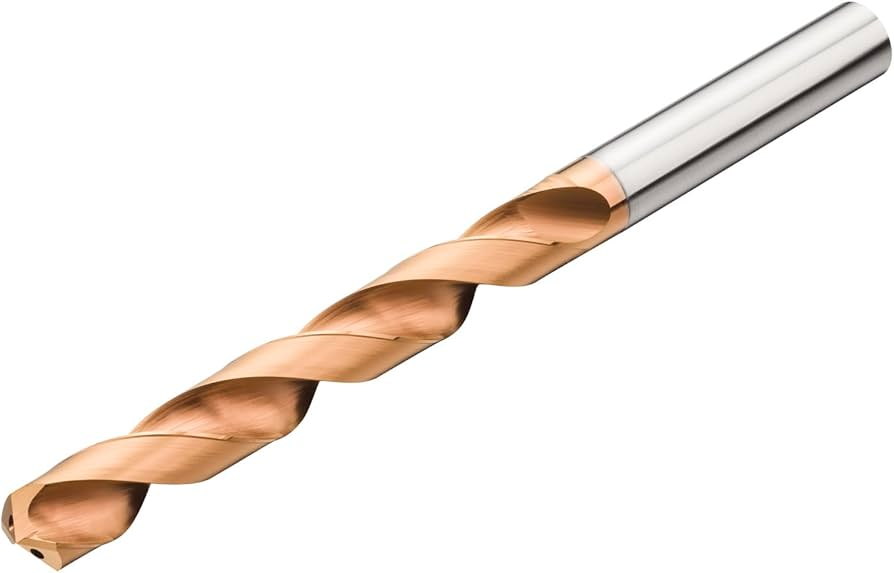
How Do Advanced Drill Coatings Improve Drilling Performance?
Modern carbide drills often feature advanced PVD coatings designed to improve wear resistance and thermal stability.
Common coating systems include:
- TiAlN (Titanium Aluminum Nitride)
- AlCrN (Aluminum Chromium Nitride)
- TiSiN (Titanium Silicon Nitride)
Each coating provides different performance advantages.
Comparison of Common Carbide Drill Coatings
Coating | Key Advantage | Typical Application |
TiAlN | Excellent heat resistance | Alloy steels |
AlCrN | Oxidation resistance at high temperature | High-speed drilling |
TiSiN | High hardness and lubricity | Stainless steel |
DLC | Extremely low friction | Aluminum machining |
Some coatings include silicon elements, which improve lubricity and reduce chip adhesion.
This helps prevent built-up edge (BUE) — a common problem where material sticks to the cutting edge and damages the hole surface.
Modern coatings also allow drilling at higher cutting speeds, increasing productivity while maintaining good surface finish.
Why Is Drill Stability Essential for Hole Accuracy?
Even the best carbide drill cannot produce high-quality holes if the machining setup lacks stability.
One of the most common issues affecting hole quality is tool runout.
Runout occurs when the drill rotates slightly off-center due to inaccuracies in the spindle or tool holder.
Even a small runout can dramatically increase hole diameter.
For example:
- 0.01 mm runout may produce slightly oversized holes
- 0.02 mm runout can significantly degrade surface finish
- higher spindle speeds amplify the problem
To maintain drilling accuracy, manufacturers should ensure:
- precision tool holders
- balanced spindles
- correct tool length
Using drills that are unnecessarily long reduces rigidity and increases vibration, which may lead to poor hole finish or tool breakage.
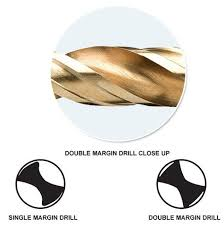
Single Margin vs Double Margin Drills: Which Is Better?
Margins are the narrow guiding surfaces on the outer diameter of a drill.
These features help guide the drill along the hole wall and stabilize the cutting process.
Single-margin drills have one guiding surface per flute, while double-margin drills include two.
Double-margin drills provide:
- four contact points inside the hole
- improved hole roundness
- smoother surface finish
- better guidance in deep holes
Because the margins create a slight polishing effect on the hole wall, they are commonly used in precision machining and aerospace components.
However, they are not always the best option.
For materials that produce long chips, such as aluminum or stainless steel, double margins may trap chips between the drill and the hole wall.
In these situations, single-margin drills are often preferred.
How Important Is Coolant Management in Drilling?
Coolant management is another critical factor influencing hole quality.
Proper coolant delivery performs several important functions:
- cooling the cutting edge
- lubricating the cutting zone
- flushing chips from the hole
If coolant concentration is too low, lubrication decreases and tool wear accelerates.
If filtration is inadequate, metal particles can clog internal coolant channels, especially in small-diameter drills.
Maintaining proper coolant pressure also ensures efficient chip evacuation in deep holes.
Without sufficient coolant flow, chips may accumulate inside the flutes and scratch the hole surface.
What Can Chip Shape and Color Tell You?
Chip formation provides valuable information about drilling performance.
Ideally, chips should appear as short, smooth curls that evacuate easily from the hole.
Long tangled chips may wrap around the drill and damage the hole wall.
Chip color can also indicate excessive heat.
In most drilling operations, chips should appear bright silver, indicating that heat is carried away by the chip.
If chips become blue or dark, it suggests excessive heat at the cutting edge.
This condition can cause:
- rapid tool wear
- built-up edge formation
- poor hole surface finish
Monitoring chip characteristics can therefore help machinists adjust drilling parameters before serious problems occur.

Final Thoughts: How Can Manufacturers Achieve Better Hole Quality?
Producing high-quality holes requires more than selecting a drill of the correct diameter.
Manufacturers must consider multiple factors simultaneously, including:
- drill geometry
- coating technology
- tool stability
- coolant management
- chip evacuation
Modern solid carbide drills are engineered to optimize all of these aspects.
By selecting the right drill design for the specific material and machining conditions, manufacturers can achieve:
- longer tool life
- higher hole accuracy
- better surface finish
- improved machining productivity
In today’s competitive manufacturing environment, understanding these factors allows engineers and machinists to transform drilling from a routine process into a high-precision, high-efficiency machining operation.


