
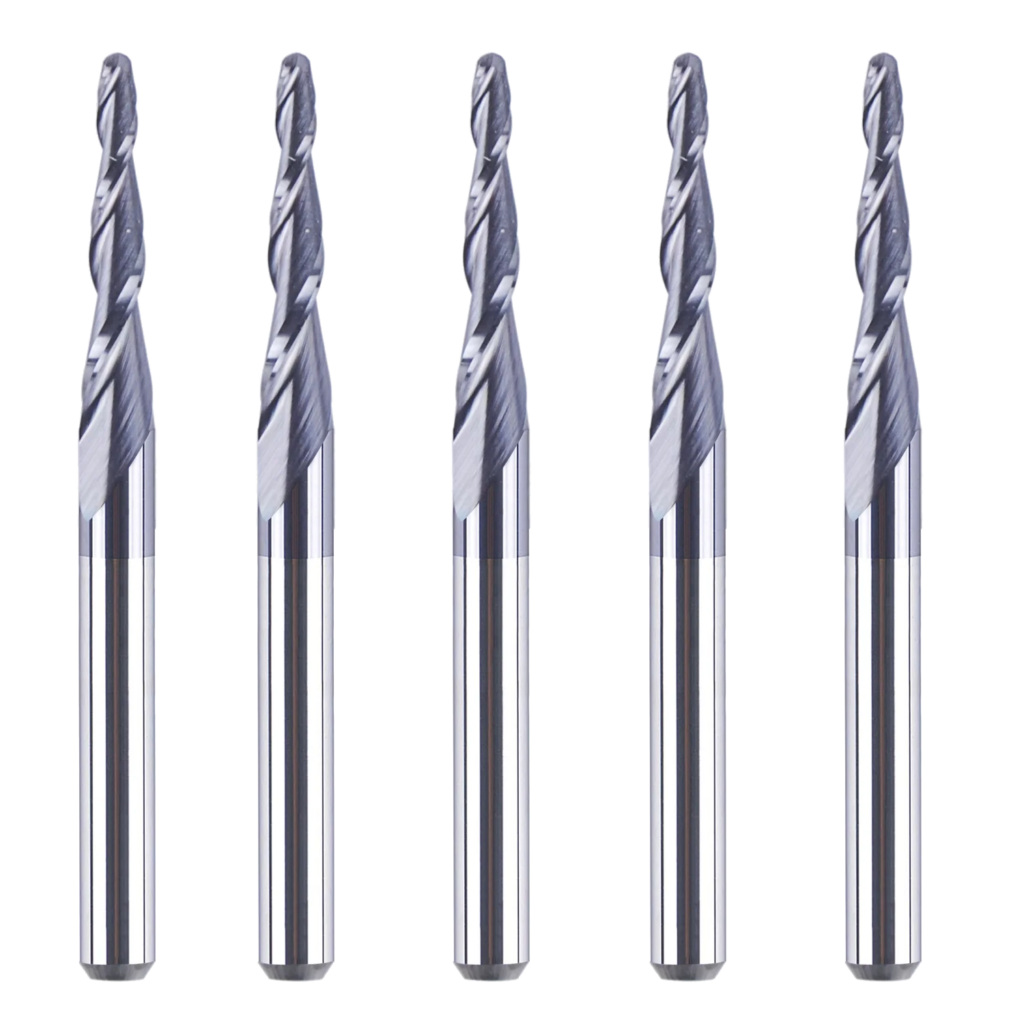

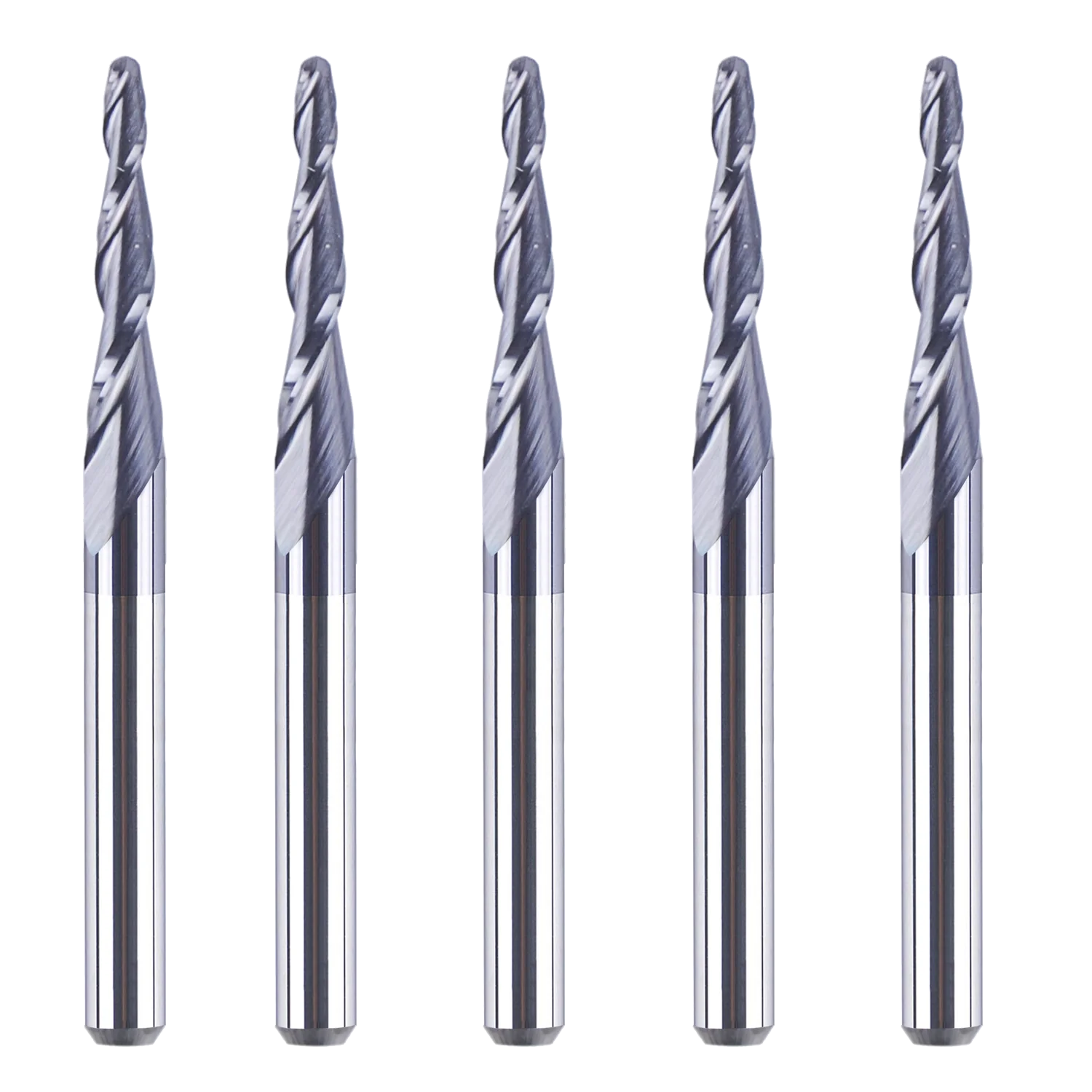
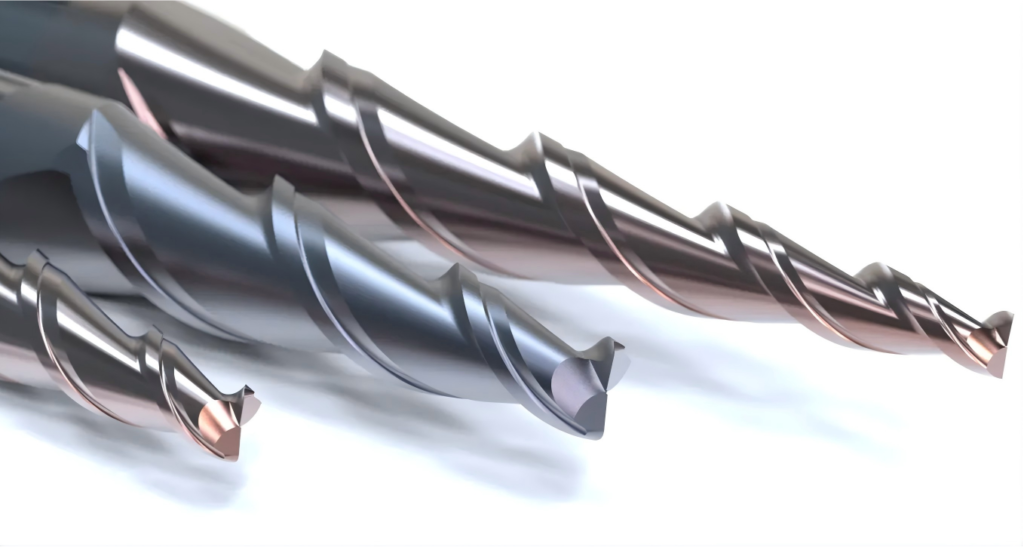
The DIN Standard 2-Flute tapered end mill is designed for precision CNC machining where stable cutting and efficient chip evacuation are essential. Manufactured from high-quality solid carbide, this tapered end mill is ideal for machining aluminum, mild steel, stainless steel, and other non-ferrous or low-to-medium hardness materials.
The 2-flute geometry provides larger chip space and reduced cutting resistance, making this tapered end mill well-suited for deep cavity machining, angled walls, and complex contour profiling. Available in multiple taper angles, including 10 degree, 12 degree, 20 degree, 30 degree, and 45 degree tapered end mill options, it supports both roughing and finishing operations. Optimized flute design and precise DIN-standard shank dimensions ensure smooth cutting performance, improved surface finish, and consistent tool life across various CNC machining conditions.


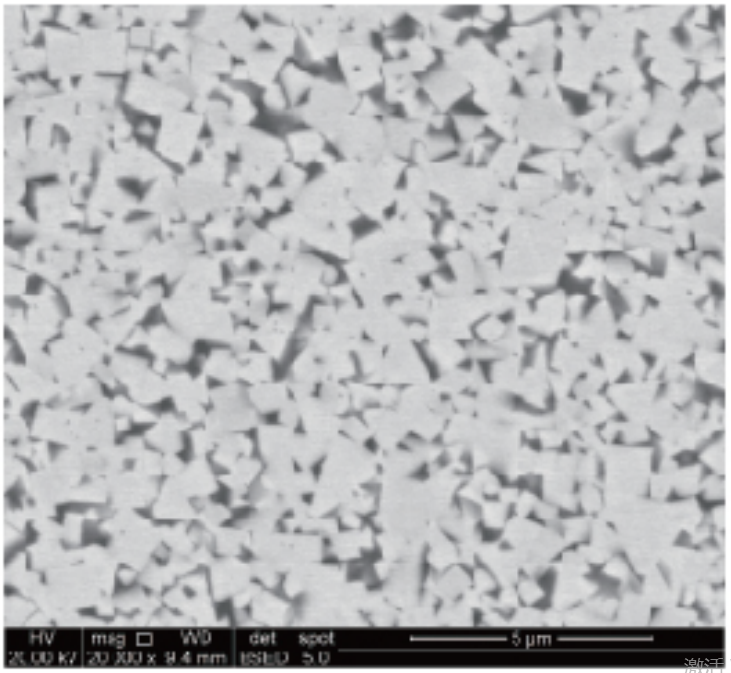
Grade HN40 is made from submicron WC powder, some speclal additlves added to optimize theproperties with good combination of hardness and toughness.
Its suitable for making drills and miling tools for machining stainless steel, tool steel and heat-resistingalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN40 | 10 | 0.8 | 14.45 | 91.8 | 1,580 | 3,600 | 11.8 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| ALCRN | Al: 18–32% Cr: 10–25% N: 45–57% | Hardness: 2800–3200 HV (≈30–32 GPa) Thickness: 1–5 μm (typically 3–4 μm in applications) Oxidation temperature: 1000–1100°C (short-term up to 1100°C) Deposition temperature: <500°C (suitable for HSS and carbide substrates) | Red hardness: maintains hardness even at 1100°C, better than TiAlN (whose hardness drops above about 900°C). Adhesion: critical load up to 40 N (with optimized process). Wear resistance: suitable for high-speed cutting and dry machining, especially effective on stainless steels and alloy steels. | Cutting tools: end mills, gear cutters, drills (e.g. Balinit Alcorna series). Moulds: aluminium die-casting moulds, stamping tools. Industrial parts: piston rings, high-temperature wear-resistant parts (combined with suitable interlayer design). |
A tapered end mill is used for machining angled walls, drafted pockets, deep cavities, and complex 3D contours. The tapered design increases tool rigidity as cutting depth increases, making it especially suitable for mold making, die machining, and precision CNC applications where stability and profile accuracy are critical.
A tapered ball nose end mill is primarily used for 3D contouring and surface finishing, as the rounded tip produces smooth transitions and blended surfaces. A tapered square end mill is better for machining drafted walls, tapered slots, and features that require a defined edge or flat surface. The choice depends on surface finish requirements and feature geometry.
Choosing the correct taper angle depends on draft angle, cavity depth, and rigidity requirements.
10 degree or 12 degree tapered end mill: general mold work and moderate drafts
20 degree or 30 degree tapered end mill: improved rigidity for deeper cavities
45 degree or 60 degree tapered end mill: steep draft angles and open features
Smaller angles provide better reach, while larger angles offer higher stiffness.
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.
HNCarbide tapered end mill tools are built for mold making, deep cavity machining, and complex 3D contouring where tool rigidity and profile accuracy matter. From inclined-wall finishing and narrow feature machining to pocket clean-up and fine-detail shaping, our tapered end mills help you maintain stable cutting and consistent surface finish in steel, stainless steel, aluminum, and cast iron.
We supply tapered ball nose end mill and tapered square end mill options, with common angles such as 10 degree, 12 degree, 20 degree, 30 degree, 45 degree, and 60 degree tapered end mill—so you can match the tool to your draft angle, depth, and machining strategy for reliable results.
Each solid carbide tapered end mill is engineered with optimized flute geometry and a reinforced core to reduce deflection in deep cuts and improve stability on angled surfaces. The sharp, consistent cutting edges support smooth chip evacuation and controlled cutting forces—helping reduce chatter, protect surface quality, and extend tool life across different CNC machining conditions.
Whether you choose a tapered ball end mill for smooth 3D finishing or a tapered square end mill for clean wall and corner control, HNCarbide delivers dependable performance backed by consistent geometry and quality control—ideal for demanding mold and precision component machining.
We Are Commited To Providing High-Quality, Customized solutions At An Affordable price While Also Prioritizing sustainability And ExcellentCustomer Service, These Qualities Make Us A Great choice For Your Tapered End Mill Needs
We Only Use unground tungsten carbide rods with HlP sintering and100% virgin material. Our grade includes lsO K05 to K40, frommachining carbon steel to aluminium, non-ferrous metals andtitanium or we develop grade for your applications.


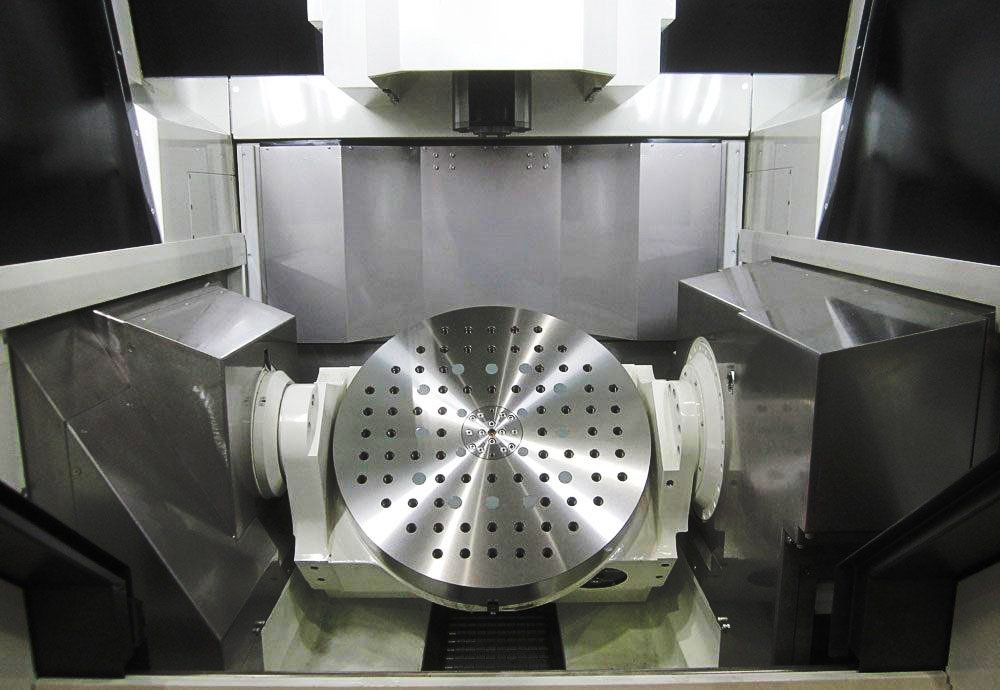
As a HNCarbide customer, you can enjoy five-axis high-precisiongrinding machines from Australia’s ANCA or Germany’s Walter. Themodern workshop with constant temperature and humidity ensuresthe accuracy of each Tapered End Mill.
Each of your tungsten steel Tapered End Mill will be sandblasted toeffectively remove burrs and improve the finish.
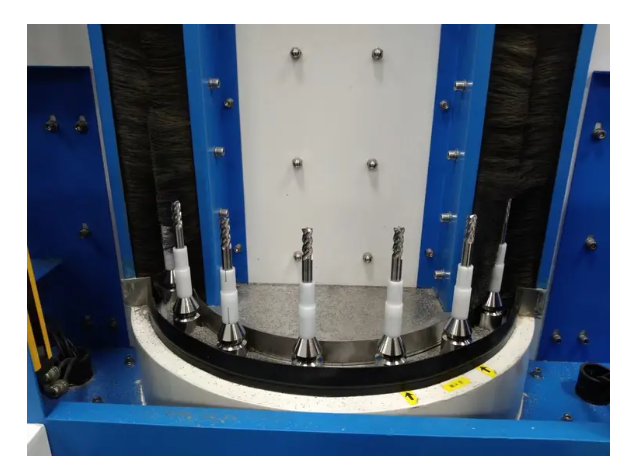

All HNCarbide’s Tapered End Mill will be monitored on WALTER HELICHEEK and ZOLLER GENlUS 3 to ensure that every dimension is qualified. We arecommitted to controlling the tolerance within 3 UM.
At HNCarbide, every shipment is meticulously packaged to ensure your tools arrive intact.
Each HNCarbide Tapered End Mill is individually placed in a shock-resistant protective case, labeled with complete specifications, and sealed in moisture-proof packaging material before being boxed.
Large-volume orders are reinforced with double-wall cardboard boxes or wooden crates to maximize safety during international shipping.
We collaborate with reliable logistics partners to ensure goods are delivered quickly and securely to their destination via air freight, sea freight, or express courier.





A tapered end mill is used for machining angled walls, drafted pockets, deep cavities, and complex 3D contours. The tapered design increases tool rigidity as cutting depth increases, making it especially suitable for mold making, die machining, and precision CNC applications where stability and profile accuracy are critical.
A tapered ball nose end mill is primarily used for 3D contouring and surface finishing, as the rounded tip produces smooth transitions and blended surfaces. A tapered square end mill is better for machining drafted walls, tapered slots, and features that require a defined edge or flat surface. The choice depends on surface finish requirements and feature geometry.
Choosing the correct taper angle depends on draft angle, cavity depth, and rigidity requirements.
10 degree or 12 degree tapered end mill: general mold work and moderate drafts
20 degree or 30 degree tapered end mill: improved rigidity for deeper cavities
45 degree or 60 degree tapered end mill: steep draft angles and open features
Smaller angles provide better reach, while larger angles offer higher stiffness.
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.
If you machine molds, deep cavities, or 3D contours, a tapered end mill is often the tool that makes the job stable and predictable. Compared with straight end mills, the taper increases core strength as the cutter goes deeper, helping reduce chatter and deflection on long-reach paths. That stability is exactly why tapered tools are common in mold making, die work, and finishing inclined walls where profile accuracy matters.
This guide explains how to choose a tapered end mill by geometry and angle, when to use a tapered ball nose end mill vs a tapered square end mill, and how to think about tapered end mill speeds and feeds without guessing.
A tapered end mill is designed to cut walls or surfaces that are not vertical—think drafted pockets, tapered cavities, and complex 3D contours. Typical applications include:
Mold cavities and cores (especially deep features)
Drafted walls and tapered slots
3D profiling, blending, and surface finishing
Machining narrow features that need stiffness at depth
Reducing vibration on long toolpaths
Because the cutter diameter increases along the shank, the tool is inherently more rigid at a given reach than a straight tool with the same tip size. In practice, that can mean better surface finish, less chatter, and more consistent tool life.
Choosing between a ball nose and a square end is mostly about what “shape” you need to create and what surface finish you want.
A tapered ball nose end mill (sometimes written as tapered ball end mill) is best for 3D contour finishing and blending. The spherical tip avoids sharp transitions, making it ideal for:
3D finishing of mold surfaces
Sculpted contours and blended radii
Avoiding tool marks on freeform surfaces
Trade-off: the center of a ball nose has near-zero surface speed, so it can be more sensitive to rubbing if your step-over and strategy aren’t appropriate.
A tapered square end mill is better when you need a crisp wall or a defined floor line. It’s commonly used for:
Drafted walls that need sharp definition
Tapered pockets and slots
Semi-finishing where you want controllable side cutting
Trade-off: square ends can leave a more visible cusp on 3D surfaces compared with a ball nose.
Angle selection is where most mistakes happen. Bigger angles aren’t “better”—they are simply different tools for different geometry and rigidity needs.
A 10 degree tapered end mill and 12 degree tapered end mill are common for general mold work and drafted walls. They balance reach and rigidity well and are often a “default” choice for many cavities.
Use them when:
You need moderate draft
You want good stiffness without losing access
You’re semi-finishing or finishing walls
A 20 degree tapered end mill or 30 degree tapered end mill increases stiffness quickly. These are useful when vibration is a problem or when the wall draft is larger.
Use them when:
The feature allows more clearance
You need stronger core support
You want stable finishing at deeper reach
A 45 degree tapered end mill and 60 degree tapered end mill are typically for steep drafts, chamfer-like forms, and features where rigidity matters more than tight access.
Use them when:
The geometry is open enough
You’re cutting steep transitions
You need maximum stability for short-to-medium reach
What about very small angles like 2 degree tapered end mill? A 2° taper is niche—useful for very slight drafts or special features, but it won’t add stiffness as aggressively as 10°–30° options. Conversely, angles like 35 degree or 40 degree tapered end mill are sometimes chosen to match a specific draft or to tune stiffness for a certain cavity shape.
There is no single universal chart for tapered end mill speeds and feeds because the “effective diameter” changes along the taper and the actual engagement depends on your toolpath. Still, you can set a reliable baseline by following a few rules.
For a tapered tool, the cutting contact may happen above the tip depending on step-down and wall engagement. If you calculate RPM only by the tip diameter, you might overspeed the engaged section.
Practical approach:
If you are side-finishing a drafted wall, assume the effective diameter is slightly larger than the tip.
If you are 3D finishing with a ball nose, contact often shifts up the ball—again, larger than the tip.
Deep cavities amplify vibration. Even with a tapered end mill, use a slightly smaller feed per tooth for finishing passes, then increase gradually if the cut is stable.
For a tapered ball nose end mill feeds and speeds setup, surface finish is strongly influenced by step-over. Smaller step-over reduces scallops and lowers cutting forces, often allowing stable feeds even at higher RPM.
Uneven engagement spikes cutting force and causes chatter. Use toolpaths that maintain constant engagement (adaptive/constant scallop strategies) especially in hardened steels or deep cavities.
If you see:
squealing or ringing → reduce RPM or engagement, or increase rigidity
built-up edge in aluminum → increase RPM, improve chip evacuation, consider polishing/coating
edge chipping in steel → reduce chip load, avoid rubbing, improve holder/runout control
A tapered end mill becomes much more effective when paired with the right strategy.
Roughing deep cavities: use a separate rougher or smaller straight tool first; tapered tools are excellent for semi-finish and finish.
Wall finishing: leave a small and consistent stock allowance for a final wall pass. Consistency matters more than the exact number.
3D finishing: for tapered ball nose tools, use constant scallop or Z-level finishing depending on your surface. Keep step-over stable.
Entry moves: avoid plunging straight down with tools not designed for plunge. Use ramps/helix entries when possible.
Reach management: choose the shortest gauge length that clears the part. Even the best geometry can’t compensate for excessive overhang.
If you buy from a tapered end mill manufacturer, consistency is the real performance multiplier. With tapered tools, small differences in geometry can become big differences in surface finish and tool life—especially in deep cavities.
Ask your supplier about:
Geometry consistency across batches (taper angle accuracy, flute form)
Runout control and inspection method
Carbide grade and edge preparation standard
Coating options (if you cut difficult steels) and coating consistency
Custom options: angle, length, flute count, shank standard (metric/inch)
A supplier who can answer clearly usually has the process control to deliver repeatable tools.
Use this as a fast guide:
Need smooth 3D finishing → tapered ball nose end mill
Need crisp drafted walls → tapered square end mill
General mold draft finishing → 10 degree or 12 degree tapered end mill
More stiffness, less vibration → 20 degree or 30 degree tapered end mill
Steep drafts/open features → 45 degree or 60 degree tapered end mill
Deep cavities → prioritize rigidity, shorter overhang, stable toolpaths
A tapered end mill is not just a “specialty cutter”—it’s a stability tool. When you match the taper angle to the draft, choose the right tip style (ball nose vs square), and set practical tapered end mill speeds and feeds based on effective diameter and consistent engagement, you can dramatically improve surface quality and repeatability in mold and precision CNC machining.





WhatsApp us

Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!
Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!