 Skip to content
Skip to content 
How to Sharpen End Mills: A Practical Guide for Extended Tool Life
Table of Contents
Cutting tool costs add up fast. One carbide radius end mill can run up into the hundreds of euros when you consider machines, shifts, and part revisions. In a German CNC shop where downtime and cost per part are low, but not at the expense of performance, sharpening becomes one of the smartest ways to increase tool life.
All machine cutters are going to wear out eventually. The sharper the tool is, the more accurate and precise its cuts will be. Shops that treat sharpening as part of their overall tool management plan end up saving money, cutting on waste, and keeping production timely.
This guide covers practical ways to get more from your tooling, from identifying wear to using the right end mill sharpener, and knowing when to recoat or replace. Every section focuses on what engineers actually deal with on the floor.
When Should You Sharpen an End Mill?
Tool wear is not always immediately obvious. In many instances, end mills will continue to machine even after there has been a deterioration in performance, generating heat, vibration, and poor surface finishes long before complete failure. Spotting the right time to sharpen avoids scrap, tool breakage, and spindle time going to waste.
Usually observed signs include chipped edges, rounded flutes, or when it begins to sound louder than normal. Improper chip evacuation or increasing spindle load indicates chipped geometry. Most of the time, these issues are reported by the CNC operator well before the metrologist even comes into the picture.
You can validate the wear through optical inspection. Edge rounding, corner radius loss, and worn coating can be measured by a microscope or presetting system. Once this wear reaches a particular threshold, mostly 0.1 mm or less, resharpening the end mill brings an edge back into play and extends life.
You should sharpen an end mill when you see:
- Chipping along the cutting edge
- Dull tips causing heat and friction
- Increased chatter or inconsistent surface finish
- Visible coating wear or flute discoloration
- Optical readings showing edge degradation
Early sharpening means less material to grind, less geometry lost, and better performance after reconditioning. The timing matters even more for helical end mills, since flute profile and rake angle must stay intact to keep chip flow stable.
Sharpening Methods
Sharpening an end mill requires much more than just a quick touch-up. End mill edge geometry needs to be restored without altering the tool cutting profile, which means maintaining flute shape, rake angle, and diameter while holding concentricity to a level that will actually make a difference when trying to stay within tolerance on real parts.
Shops use either manual or CNC grinding tools based on the type of tool, its volume, and the accuracy level that has to be maintained. High-performance cutters mostly pass through CNC grinding. Standard tools can be manually sharpened if the shop possesses the art and setup for doing it right.
Each method comes with trade-offs. Manual grinding gives control but needs expertise. CNC grinding offers precision and repeatability at scale.
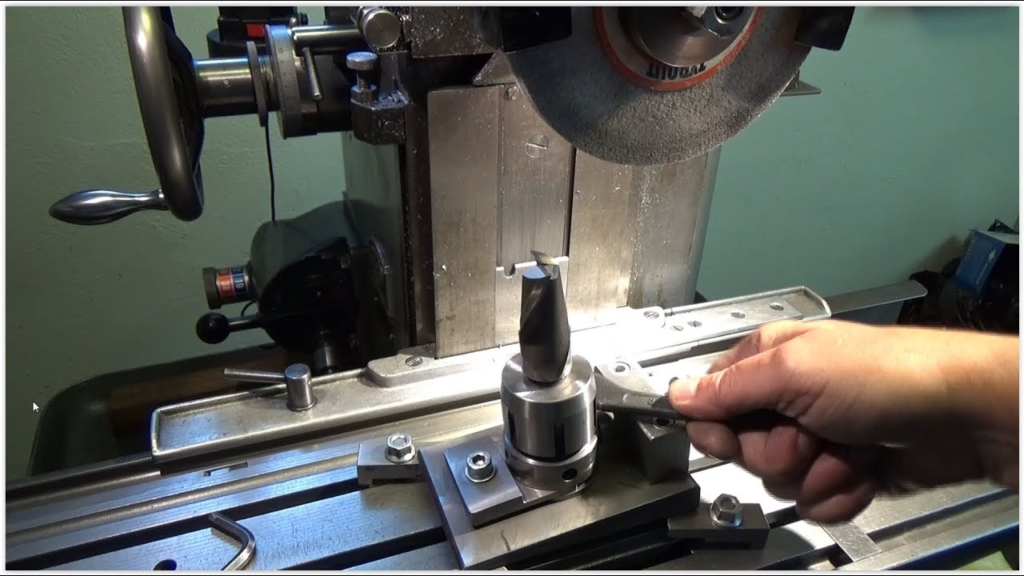
Manual Tool Grinders
Manual grinders are appropriate for low-volume sharpening or the rudimentary restoration of larger end mills. With a proper fixture and proper grinding wheel, flutes and end faces on standard tools may be reground by the operator. This method is practicable where accuracy is not very critical, or in the restoration of tools used for roughing or non-finish operations.
Skilled operators adjust clearance angles, align cutting edges, and finish the regrind by hand. This approach requires experience. One wrong pass can change the rake or throw off the cutting centre, making the tool unusable for tight-tolerance parts.
Manual grinding may be suitable for square-end cutters, but it struggles with tight-radius geometry or fine-pitch helical end mills.
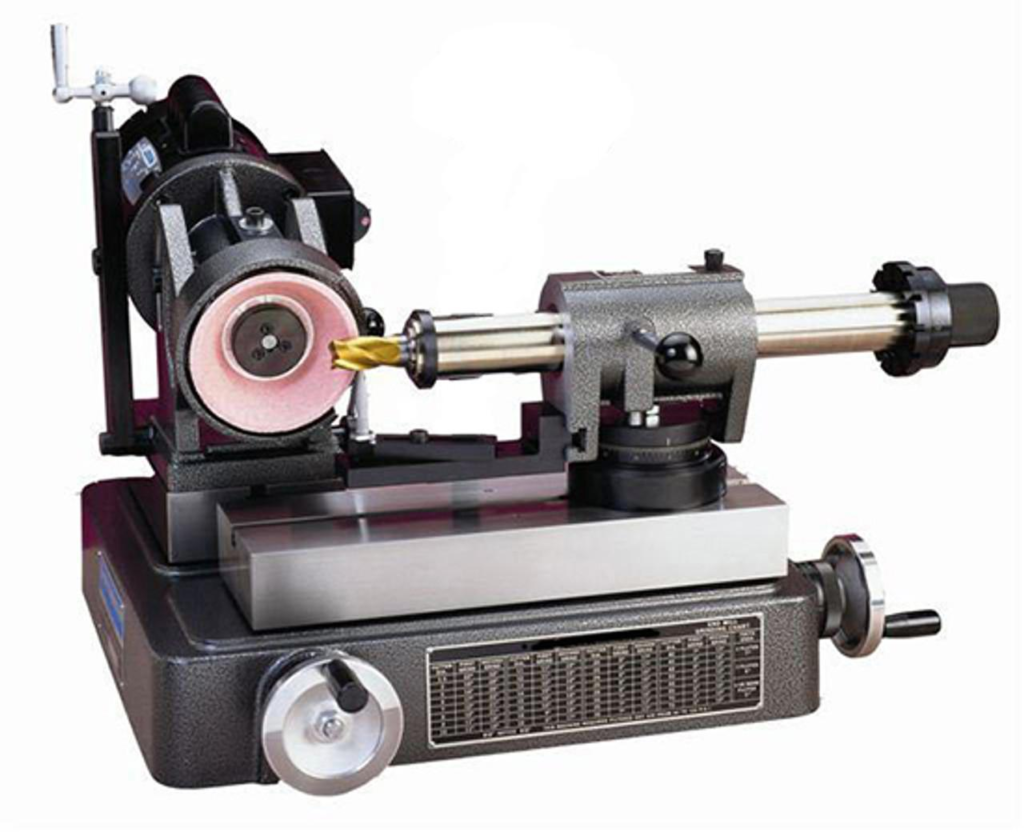
CNC Tool Grinding Machines
CNC tool grinders handle sharpening with micron-level accuracy. These machines restore end-face geometry, regrind flutes, and even reshape corners on complex cutters like a radius end mill. The tool stays clamped in a controlled axis system while automated wheels remove material precisely.
CNC grinding gives repeatability, which is really important for tools that are used in aerospace, medical, or die-mould industries. Regrinds usually mean that there is recoating and inspection done so that the tool is almost as good as new.
For production teams that are in charge of a lot of end mills every week, CNC sharpening offers consistency, quick delivery, and better ROI on high-cost different tooling.
Step-By-Step Overview of Flute and End-face Sharpening
Sharpening a worn end mill is all about restoring and not just removing the damage from a worn end mill when it is sharpened. To maintain the cutting edge in good shape and ensure that balance, diameter, and edge position conditions are within tight limits during every regrind step, the entire process must be carried out. This is particularly the case for helical end mills and radius end mills, where chip flow and corner definition have a bearing on surface finish and cycle time.
- Tool Cleaning and Inspection
Cleaning is the first step for every tool, removing chips, oil, and oxidation. A visual and optical inspection is done to find out if an edge is worn, if there is chip-out, or damage. Damaged tools are not allowed if the breakage of the flute exceeds the limit that is set as acceptable.
- Chucking and Runout Check
After the tool is set up accurately in a high-precision collet or chuck, the runout is measured and corrected before any grinding starts. The tools that cannot be clamped properly or those that have worn shanks are rejected, or they are trimmed back if necessary.
- End-Face Regrinding
Grinding begins at the tool’s tip. The primary and secondary clearance angles are restored. If the tools have a centre-cutting geometry, the centre must be reground to restore plunge capability. This step defines how cleanly the tool enters the workpiece.
- Flute Regrinding
After that, the flutes are reground. The aim is to recover the rake angle, relief clearance, and helix shape. The tool paths correspond to the original spiral of the helical end mill, usually employing 5-axis interpolation for seamless parts. Grinding passes for tools with internal coolant channels or micro end mills have to be shallow so as not to remove too much material.
- Corner or Radius Touch-Up
If the tool has a corner radius, the radius is ground to spec. This is done with a separate wheel pass or multi-axis interpolation, depending on machine capability. Restoring a radius end mill requires extra care to match existing toolpaths and CAM programming assumptions.
- Deburring and Edge Honing
Edges are lightly honed to prevent micro-chipping on first use. Excess burrs or sharp transitions are removed. Some tools receive a very small hone (0.01–0.02 mm) to slow down edge wear.
- Optional Recoating
Sharpened tools are optionally sent for coating. This step improves tool life and heat resistance. Coatings must match the original if regrinding is to preserve cutting performance and tool longevity.
Maintaining Geometry & Coatings
Sharpening returns the tool to the lifelike state only when the core geometry remains unchanged. The cutting power is affected by the precision of the rake angles, flute profiles, and edge positions. If any of these parameters is incorrect, even a sharp tool won’t be able to cut cleanly and predictably. Geometry is a very important feature for end mill sharpening, because of the complex structure of end mills.
Tools that have been re-grinded badly have symptoms like faster wear, louder cutting sounds, or uneven chip evacuation. The rake angle decides in what way the chip will curl, and consequently, it is broken. The depth of the flute determines how the chip will be cleared. A change of any one will lead to the forming of hot spots, vibrations and the premature loss of the edge.
For coated tools, the process of sharpening is only part of it. The newly applied coating will be lost during the reconditioning due to the grinding. Without a recoat, the edge will wear out very quickly and also lose its heat resistance. A good re-sharpening service not only restores the geometry but also applies a fresh coating that is compatible with the tool’s cutting job.
Re-coating after sharpening:
- Extends tool life and slows wear
- Restores heat protection for high-speed cutting
- Helps maintain surface finish on fine features
- Keeps micro end millsstable under thermal load
Sharpening will keep geometry intact. Coating will just make it more complete. And that is what makes a tool able to perform at over 90% of its original power
Professional vs. In-House Sharpening
While it is true that doing the sharpening in-house might seem convenient, the results are influenced a lot by the machine, the setup, and the operator. Even small mistakes in the angle or the runout can change a high-performance tool into scrap. Convenience is less important than precision for tools with complicated geometry.
Professional sharpening is performed by multi-axis CNC grinders, and during the process, they also utilise inspection equipment and implement consistent procedures. Coating, geometry, and concentricity are brought back as original and even better than the first grind. More often than not, those shops that invest in outsourcing their sharpening achieve longer tool life, tighter tolerances, and lower cost per cut.
Factor | In-House Sharpening | Professional Sharpening |
Geometry Accuracy | Depends on operator and fixture quality | Maintained within microns using CNC machines |
Suitable for Complex Tools | Limited; can be risky | Fully supported with 5-axis grinding |
Coating Options | Rarely available | Full range of recoating options |
Turnaround Time | Fast for basic tools | Fast for batch processing, tracked workflow |
Cost Efficiency | Low per tool, but inconsistent results | High initial cost, lower per-part cost long term |
Risk of Tool Damage | Higher if setup is off | Very low—professional setup and QC |
Showcasing Professional Expertise
Getting the tools sharpened is not only about grinding and sending them back. Professional services harness the machine’s high precision and appropriate knowledge of the application. A reconditioned end mill must be able to cut upon return to production, not just rotate.
HNCarbide takes care of all the phases of end mill sharpening, from visual checking to final coating. Before regrinding starts, the engineers discuss tool geometry, cutting goals, and application requirements with the customer. This is how they guarantee that the renewed tool corresponds not only to the dimensions but also to the performance of the original one.
The process of sharpening tools is done on 5-axis CNC grinding machines. The accuracy of the profile and the control of runout are checked with optical inspection systems. Besides, the team will help you in deciding the best coating strategy based on the type of material and the spindle speed, so the resistance to heat and the life of the edge will not be affected.
HNCarbide’s technical team provides sharpening consultation to ensure your tools regain >90% cutting performance, backed by professional CNC grinding technology.
German shops working with tight tolerances, high-speed cuts, or hard-to-machine materials gain the most from this support, cutting better, longer, and with fewer tool changes.
Case Study
A Tier 1 automotive supplier in southern Germany was running through standard 12 mm helical end mills at a high rate, cutting P20 tool steel for mould inserts. Each tool lasted approximately 600 metres of cutting before edge wear caused poor finish and rising spindle load. Tool replacement was frequent, and costs were adding up across three machining centres.
HNCarbide reviewed one worn-out tool through optical inspection. Edge rounding and flute wear were confirmed, but the core geometry remained salvageable. The tool was sent through HNCarbide’s full reconditioning process, including:
- End-face and flute sharpening using 5-axis CNC grinding
- Geometry preservation based on original rake and clearance angles
- Re-coating with TiAlN for high-speed performance in alloy steel
- Final inspection and runout validation
The re-sharpened tool was back in production, and it was able to cut 900 metres before being replaced. That means the tool life was increased by 150% and the part quality remained the same. The operators have also mentioned that during the second cycle, the surface finish was better and the spindle load was lower.

Conclusion
Sharpening is a smart strategy to control cost, reduce machine downtime, and keep quality at the same level. Reconditioning high-value tools like radius end mills, micro end mills, and helical end mills extends their life without affecting performance. When its capacity is restored, sharpening not only gives the finishing a boost, but it also reduces your spending on tools across the board.
HNCarbide offers CNC-based end mill sharpening services backed by technical consultation, optical inspection, and coating expertise. Every tool is evaluated, restored, and returned to perform as close to new as possible, often with a life extension of 90%.
Need to improve your tooling ROI?
Contact HNCarbide today for expert sharpening services and a free tool evaluation tailored to your application.


