 Skip to content
Skip to content 

The 55HRC center cutting end mill for steel is designed for stable and efficient CNC machining of carbon steel and low-alloy steel. Featuring a true center-cutting design, this center cutting end mill allows direct plunging, ramping, and full-slot milling without the need for pre-drilling.
Optimized center cutting end mill geometry ensures balanced cutting forces, smooth chip evacuation, and reduced vibration during steel machining. Manufactured from solid carbide and ground on advanced 5-axis CNC equipment, the tool delivers consistent edge strength and reliable tool life up to 55HRC materials.
Compared with a non center cutting end mill, this tool provides greater machining flexibility and higher process efficiency, making it ideal for general steel milling, pocketing, and contouring operations.
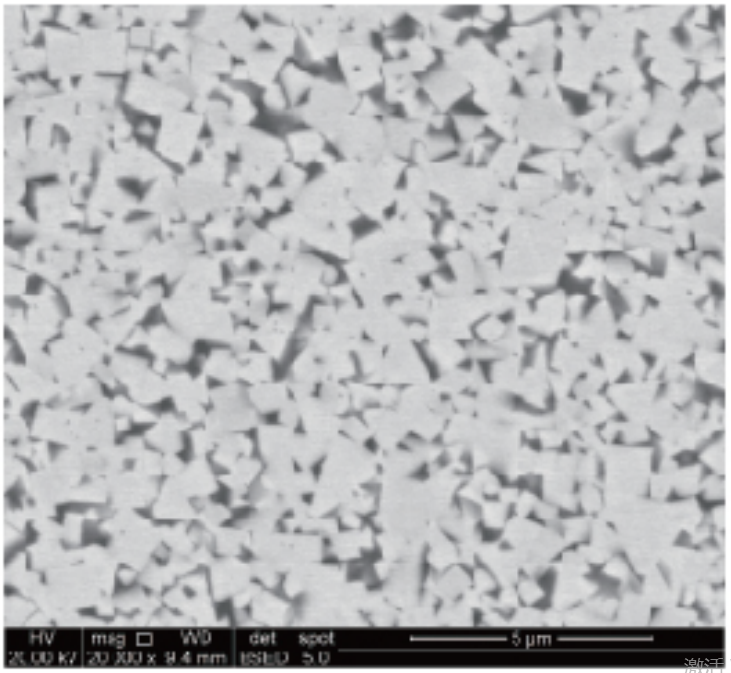
Grade HN40 is made from submicron WC powder, some speclal additlves added to optimize theproperties with good combination of hardness and toughness.
Its suitable for making drills and miling tools for machining stainless steel, tool steel and heat-resistingalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN40 | 10 | 0.8 | 14.45 | 91.8 | 1,580 | 3,600 | 11.8 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| TiSiN | Ti (titanium): main element, forms TiN nanocrystalline phase. Si (silicon): usually 6–10%, forms amorphous Si₃N₄ phase, refines grains and increases hardness. N (nitrogen): combines with Ti and Si to form a composite structure. | Colour: TiSiN coatings usually appear bronze or dark grey-bronze; exact colour depends on Si content, deposition process (such as PVD) and thickness (1–4 μm). Hardness: 34–42 GPa (≈3400–4200 HV). Friction coefficient: 0.3–0.6 (against steel). Temperature resistance: 1000–1200°C (oxidation resistance). Coating thickness: 1–5 μm (typically 2–3 μm). Deposition temperature: 200–400°C (suitable for carbide tools). | Ultra-high hardness: amorphous Si₃N₄ phase suppresses dislocation movement, giving much higher hardness than TiN (~23 GPa) and TiAlN (~35 GPa). High-temperature stability: suitable for dry cutting and high-speed machining (e.g. quenched steels HRC 60+). Anti-adhesion: reduces built-up edge when machining aluminium alloys, stainless steels and other sticky materials. | Tool coatings: drills, mills (especially suitable for PCB routers, tool life increased by 2–3 times). High-speed cutting of quenched steels, titanium alloys and high-nickel alloys. Mould strengthening: die-casting moulds and stamping dies, improving wear resistance. Industrial parts: piston rings and other high-temperature wear parts. |
A center cutting end mill is an end mill whose cutting edges extend to the center of the tool. This allows the cutter to remove material during axial entry, making it suitable for plunging, ramping, and helical interpolation. In contrast, a non center cutting end mill cannot cut effectively at the center and typically requires a pre-drilled hole or side entry.
Common center cutting end mill uses include pocket milling, slotting, ramping, and helical interpolation. These tools are widely used in CNC machining when toolpaths start inside solid material or require flexible entry strategies without additional drilling operations.
Center cutting end mill geometry determines how efficiently the tool cuts at the center. Factors such as end tooth design, gash depth, web thinning, and clearance angle influence chip formation, cutting forces, and tool life. Well-optimized geometry ensures smooth entry and stable milling performance.
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.

The 55HRC center cutting end mill for aluminum is engineered for high-efficiency CNC machining of aluminum and non-ferrous alloys. With a true center-cutting design, this center cutting end mill supports direct plunging, ramping, and slotting, eliminating the need for pre-drilling and improving cycle time.
The optimized center cutting end mill geometry features sharp cutting edges and a polished flute surface to enhance chip evacuation and reduce material adhesion during aluminum machining. Manufactured from premium solid carbide and precision-ground on advanced 5-axis CNC machines, the tool delivers stable cutting performance, smooth surface finish, and extended tool life.
Compared with a non center cutting end mill, this design offers greater machining flexibility and higher productivity for aluminum pocketing and contouring applications.
Grade HN40 is made from submicron WC powder, some speclal additlves added to optimize theproperties with good combination of hardness and toughness.
Its suitable for making drills and miling tools for machining stainless steel, tool steel and heat-resistingalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN40 | 10 | 0.8 | 14.45 | 91.8 | 1,580 | 3,600 | 11.8 |
A center cutting end mill is an end mill whose cutting edges extend to the center of the tool. This allows the cutter to remove material during axial entry, making it suitable for plunging, ramping, and helical interpolation. In contrast, a non center cutting end mill cannot cut effectively at the center and typically requires a pre-drilled hole or side entry.
Common center cutting end mill uses include pocket milling, slotting, ramping, and helical interpolation. These tools are widely used in CNC machining when toolpaths start inside solid material or require flexible entry strategies without additional drilling operations.
Center cutting end mill geometry determines how efficiently the tool cuts at the center. Factors such as end tooth design, gash depth, web thinning, and clearance angle influence chip formation, cutting forces, and tool life. Well-optimized geometry ensures smooth entry and stable milling performance.
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.
The center cutting end mill is widely used in CNC machining where flexibility and process efficiency are required. Thanks to its true center-cutting capability, this tool supports direct plunging, ramping, and full-slot milling without pre-drilling.
Common center cutting end mill uses include pocket milling, slotting, contouring, and helical interpolation in materials such as steel, stainless steel, and aluminum. Compared with a non center cutting end mill, a center-cutting design allows more machining strategies in a single setup, reducing cycle time and improving productivity.
Whether for general machining or complex toolpaths, the center cutting end mill bit delivers stable cutting performance across a wide range of CNC applications.
Each center cutting end mill is manufactured from solid carbide and precision-ground on advanced 5-axis CNC equipment to ensure consistent quality. The optimized center cutting end mill geometry provides balanced cutting forces, strong center-edge engagement, and smooth chip evacuation during milling operations.
Strict control of diameter tolerance, edge preparation, and runout contributes to reliable tool life and stable surface finish. In comparison with a center cutting vs non center cutting end mill design, center-cutting tools offer greater machining flexibility, especially in plunge and slot milling applications.
This makes the center cutting end mill an ideal solution for high-precision and repeatable CNC machining tasks.
We Are Commited To Providing High-Quality, Customized solutions At An Affordable price While Also Prioritizing sustainability And ExcellentCustomer Service, These Qualities Make Us A Great choice For Your Center Cutting End Mill Needs
We Only Use unground tungsten carbide rods with HlP sintering and100% virgin material. Our grade includes lsO K05 to K40, frommachining carbon steel to aluminium, non-ferrous metals andtitanium or we develop grade for your applications.


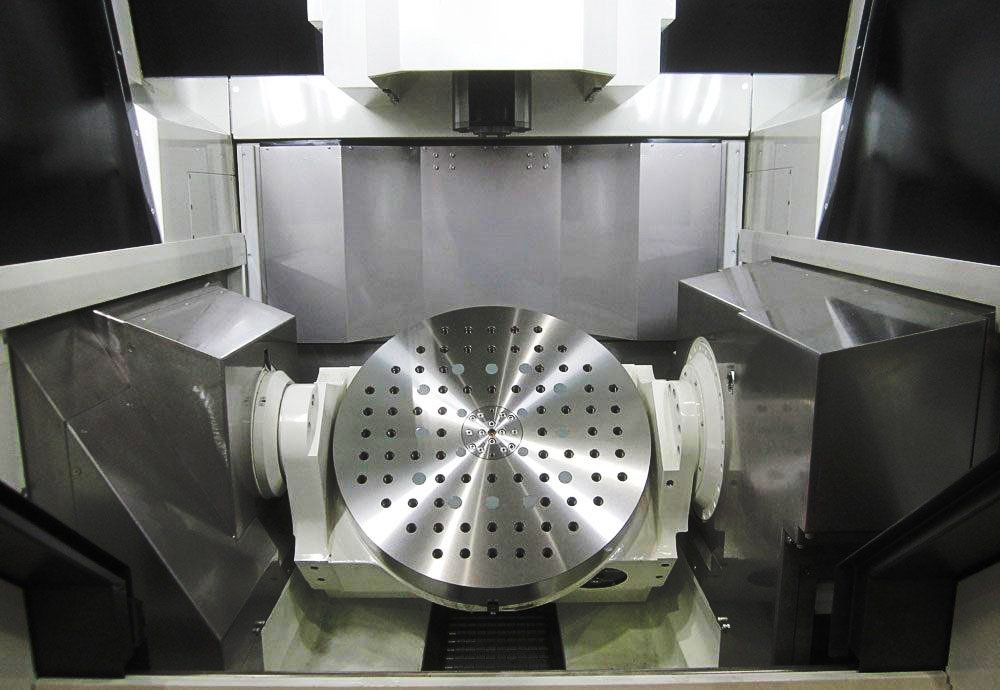
As a HNCarbide customer, you can enjoy five-axis high-precisiongrinding machines from Australia’s ANCA or Germany’s Walter. Themodern workshop with constant temperature and humidity ensuresthe accuracy of each Center Cutting End Mill.
Each of your tungsten Center Cutting End Mill will be sandblasted to effectively remove burrs and improve the finish.
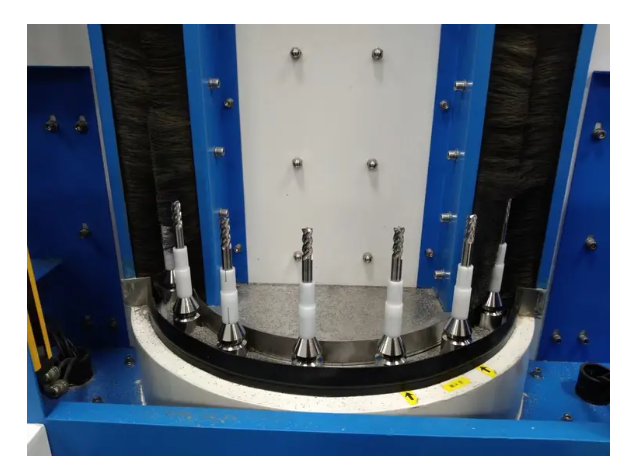

All HNCarbide’s Center Cutting End Mill will be monitored on WALTER HELICHEEK andZOLLER GENlUS 3 to ensure that every dimension is qualified. We arecommitted to controlling the tolerance within 3 UM.
At HNCarbide, every shipment is meticulously packaged to ensure your tools arrive intact.
Each HNCarbide’s Center Cutting End Mill is individually placed in a shock-resistant protective case, labeled with complete specifications, and sealed in moisture-proof packaging material before being boxed.
Large-volume orders are reinforced with double-wall cardboard boxes or wooden crates to maximize safety during international shipping.
We collaborate with reliable logistics partners to ensure goods are delivered quickly and securely to their destination via air freight, sea freight, or express courier.





A center cutting end mill is an end mill whose cutting edges extend to the center of the tool. This allows the cutter to remove material during axial entry, making it suitable for plunging, ramping, and helical interpolation. In contrast, a non center cutting end mill cannot cut effectively at the center and typically requires a pre-drilled hole or side entry.
Common center cutting end mill uses include pocket milling, slotting, ramping, and helical interpolation. These tools are widely used in CNC machining when toolpaths start inside solid material or require flexible entry strategies without additional drilling operations.
Center cutting end mill geometry determines how efficiently the tool cuts at the center. Factors such as end tooth design, gash depth, web thinning, and clearance angle influence chip formation, cutting forces, and tool life. Well-optimized geometry ensures smooth entry and stable milling performance.
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.
If you’ve ever tried to plunge into a workpiece with a standard end mill and watched it chatter, rub, or snap, you’ve already met the problem that a center cutting end mill is built to solve. In CNC milling, tool choice isn’t only about diameter and flute count—it’s about whether the cutter can actually cut at the center and support modern toolpaths like ramping, helical interpolation, and slotting without drama. This guide explains what is a center cutting end mill, how it works, when you need it, and how to choose between center cutting end mill vs non center cutting designs for steel, aluminum, and general machining.
So, what is a center cutting end mill? In simple terms, it’s an end mill that has cutting edges that reach the centerline of the tool, allowing it to remove material during axial entry (plunging) rather than just rubbing. A true center cutting end mill can start a cut in the middle of a pocket, plunge straight down (within limits), and then continue milling without requiring a pre-drilled hole.
A non center cutting end mill usually has a “dead center” where the cutting edges don’t meet. That design may still work well for side milling, but it struggles when you ask it to plunge. The result is heat, poor chip formation, tool deflection, and premature edge failure—especially when the setup isn’t perfectly rigid.
Modern CAM strategies are built around efficient entry and constant engagement. That’s why center cutting end mill uses go far beyond “basic milling.”
Common use cases include:
Pocketing: Start inside the pocket using a helix or ramp entry.
Slotting: Enter the slot reliably and maintain stable chip evacuation.
Ramping: Reduce tool shock compared to straight plunging.
Helical interpolation: Create internal features with controlled engagement.
3D contouring transitions: Smooth entry/exit without sudden load spikes.
If your toolpath begins inside solid material or requires an axial approach, a center cutting end mill bit is often the safer and more productive choice.
The phrase center cutting end mill geometry is more than marketing. Center cutting capability is created through the relationship between:
End teeth design
The cutting edges must extend to the center. On many designs, the gash or web thinning helps form a cutting point at the centerline.
Web thickness and gash angle
A thick web can improve strength, but if it’s not relieved correctly, the center will rub. Proper gashing improves chip formation during entry.
Clearance at the center
Without enough end relief, the tool may technically “touch” center but still struggle to cut effectively.
Edge prep and sharpness
For aluminum, sharper edges and polished flutes reduce built-up edge. For steel, slightly stronger edges can resist chipping.
A well-designed center cutting end mill balances strength with true center engagement so the tool can enter the material cleanly and transition into stable milling.
The practical comparison—center cutting end mill vs non center cutting—comes down to how you enter the cut and what your process demands.
Choose a center cutting end mill when you need:
Plunge starts (even shallow)
Helical entry into pockets
Ramping into features
Slotting that begins in solid material
More flexible toolpaths with fewer setup steps
A non center cutting end mill can still be useful when:
You only do side milling with safe lead-ins from an open edge
You want maximum end strength in certain roughing styles
Your process always includes pre-drilling or entry from outside the part
In most general-purpose CNC environments, a center cutting vs non center cutting end mill decision often favors center cutting—because it reduces constraints on CAM strategy and improves overall robustness.
When selecting a center cutting end mill for steel, you want controlled cutting forces and strong edge stability. Steel machining often punishes weak corners and unstable engagement.
Key selection points:
Tool material: Solid carbide is the default for rigidity and wear resistance.
Coating: For many steels, AlTiN/AlCrN-class coatings help with heat management (especially in dry or MQL).
Helix and flute design: A balanced helix can reduce chatter while maintaining chip evacuation.
Edge prep: Slight honing can prevent micro-chipping in tougher steels.
Application match: Slotting steel is demanding—choose a geometry that supports it without clogging.
A reliable center cutting end mill for steel should plunge and ramp smoothly, then maintain stability during pocketing and contouring.
Aluminum is “easy” only until chips weld to the cutting edge. For aluminum, the best center cutting end mill focuses on evacuation and anti-adhesion behavior.
Key selection points:
Sharp edges + polished flutes to reduce built-up edge
High rake geometry for low cutting forces
Fewer flutes (often 2–3) to create more flute volume for chips
Optional DLC or ZrN-type coatings (depending on your process)
If your aluminum program includes plunging into pockets, a center cutting design makes entry more reliable and helps prevent rubbing that can trigger chip welding.
A center cutting indexable end mill can be the right tool when you want insert economics and fast edge replacement—especially in larger diameters and higher material removal environments. However, not all indexable tools are truly center cutting.
When evaluating:
Confirm whether the cutter is genuinely center cutting or requires a pilot hole.
Check insert style and wiper geometry if finish quality matters.
Consider machine rigidity and spindle power—indexable systems can be more demanding.
For small diameters and deep pockets, solid carbide often remains the easiest path. For larger diameter facing, roughing, and cost control, a center cutting indexable end mill can be a strong option.
Even the best center cutting end mill can fail if the process is wrong. A few practical tips:
Prefer ramping or helical entry over straight plunging when possible.
Control chip evacuation: Use air blast or coolant appropriately, especially in deep pockets.
Minimize runout: Tool runout increases load on one flute and shortens tool life.
Avoid “burying” the tool: Full-width slotting at aggressive depth is the highest-risk scenario.
Use stable toolholders: Shrink fit, hydraulic, or quality collets improve consistency.
Before purchasing or setting up a job, confirm:
Is it a true center cutting end mill bit (end teeth reach center)?
Is the geometry matched to steel or aluminum?
Does your toolpath require plunging/ramping/helix entry?
Do you need solid carbide or a center cutting indexable end mill?
Is your setup rigid enough for the engagement strategy?
A center cutting end mill is not just a small feature—it’s a capability that unlocks faster, cleaner, and more reliable machining strategies. Once you understand center cutting end mill geometry and the real differences in center cutting end mill vs non center cutting, you can choose tools that match your toolpaths rather than fighting them.
Whether you’re selecting a center cutting end mill for steel for stable pocketing or optimizing aluminum machining for chip evacuation, the goal is the same: reduce risk, expand your CAM options, and improve consistency from part to part. If your programs involve internal entries, slot starts, or any kind of ramping, a center cutting design is usually the smarter default.





WhatsApp us

Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!
Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!
 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator





