 Skip to content
Skip to content 
Application of Internal Coolant Spiral Drills in Automotive Deep Hole Machining
Table of Contents

Deep hole drilling has always been one of the most challenging aspects of automotive machining. Modern vehicles rely on precision bores for oil galleries, coolant channels, and structural holes that must be machined to extremely tight tolerances. These holes are often many times deeper than their diameter, requiring highly specialized tools to maintain accuracy, surface finish, and productivity.
Traditional high-speed steel (HSS) drills have been used for decades, but with the demand for lighter materials, tighter tolerances, and higher production rates, manufacturers increasingly turn to advanced drill bit spiral designs with internal coolant channels. These innovations not only improve tool life but also enable consistent machining of complex automotive components, from aluminum engine blocks to hardened transmission shafts.
According to an SAE technical paper on advanced drilling strategies in automotive production, over 70% of engine block machining cycle time is consumed by drilling operations. Optimizing deep hole drilling is therefore essential to reduce costs and improve throughput.
Challenges of Deep Hole Drilling in Automotive Components
Automotive deep hole machining involves multiple challenges:
Chip Evacuation
Long, narrow holes create an inherent risk of chips becoming trapped. Poor chip evacuation leads to tool breakage, surface scratches, and dimensional errors.
Heat Management
The cutting edge experiences extreme temperatures due to friction. Without adequate cooling, this leads to accelerated wear, work piece hardening, and thermal expansion that compromises dimensional accuracy.
Hole Straightness and Accuracy
Maintaining concentric over lengths up to 20–50 times the diameter is critical. Any tool deflection or vibration is amplified in deep holes, reducing part quality.
Material-Specific Issues
Aluminum alloys: Tend to produce long, continuous chips that easily clog flutes.
Cast iron: Abrasive nature accelerates wear.
Hardened steels: High cutting forces risk tool breakage.
Why Chip Evacuation and Cooling Are Critical
The interaction between chip evacuation and cooling is the most decisive factor in deep hole drilling success. Chips must be flushed out of the bore efficiently, and the cutting zone must remain cool to minimize wear. This is where internal coolant spiral drills make a significant difference.
A study by CIRP on cutting tool technology (CIRP Annals, 2020) showed that using internal coolant increased tool life by 45–60% compared to external coolant methods in holes deeper than 10D (diameter multiples). The coolant reduces friction, lowers temperature, and prevents chips from welding onto the tool.
Tool Features of Internal Coolant Spiral Drills
Spiral Drill Design for Stability
The spiral flute geometry is critical in deep hole drilling. A well-optimized drill bit spiral improves chip curling and transport, prevents clogging, and reduces thrust forces. Automotive drills often use a 30° spiral angle for steels and a higher angle (40–45°) for aluminum.
Internal Coolant Channels
Deliver pressurized coolant directly to the cutting edge.
Flush chips out of the flute during drilling.
Maintain consistent temperature at the tool–work piece interface.
Typical coolant pressures for automotive drilling range between 20–70 bar, depending on material and hole depth.
Coating Options
Modern coatings dramatically extend tool life:
TiAlN (Titanium Aluminum Nit ride): High heat resistance for steels.
DLC (Diamond-Like Carbon): Reduces adhesion in aluminum drilling.
Multi-layer nano–coatings: Provide both hardness and lubricity.
Practical Applications in Automotive Manufacturing
Application | Component | Depth-to-Diameter Ratio | Typical Drill Solution |
Oil galleries | Engine blocks | 10–30D | Carbide spiral drills with internal coolant |
Coolant passages | Cylinder heads | 15–25D | DLC-coated high helix drills |
Precision bores | Transmission shafts | 20–40D | TiAlN-coated carbide drills |
Structural fastener holes | Chassis components | 8–15D | External coolant spiral drills |
Aluminum Engine Blocks
Lightweight aluminum alloys are widely used in engine blocks. Their mach inability is good, but chip control is difficult. High-helix spiral drills with internal coolant are the standard solution.
Oil Gallery Machining
Oil flow passages require extremely clean and accurate holes. Any burrs or misalignment may disrupt lubrication, leading to catastrophic engine failure. Internal coolant drills ensure burr-free surfaces and reduce post-processing.
Transmission Parts
Transmission gears and shafts demand very high concentric. A deviation of even 0.02 mm can result in assembly issues. Internal coolant drills with low run out geometry ensure precision.
Machining Parameters and Best Practices
Parameter | Recommendation (Steel) | Recommendation (Aluminum) |
Feed Rate (mm/rev) | 0.05–0.15 | 0.10–0.30 |
Spindle Speed (m/min) | 60–90 | 200–300 |
Depth per Peck | 2–3 × diameter | 3–5 × diameter |
Coolant Pressure | 40–70 bar | 20–50 bar |
Alignment: Work holding must ensure axial alignment. Misalignment is the most common cause of drill deflection.
Peck Cycles: In very deep holes (>20D), peck cycles help reduce tool load. However, excessive retractions lower efficiency.
Coolant Quality: Filtration is essential to prevent clogging of internal coolant channels.
Common Problems and Solutions
Problem | Cause | Solution |
Chip clogging | Low coolant pressure or poor spiral angle | Use higher coolant pressure, optimized drill bit spiral |
Tool wear | Excessive heat, abrasive materials | Apply TiAlN coating, adjust speed |
Drill breakage | Misalignment, poor clamping | Use rigid fixtures, reduce feed rate |
Rough hole surface | Built-up edge, chip adhesion | Use DLC-coated drills, increase lubrication |

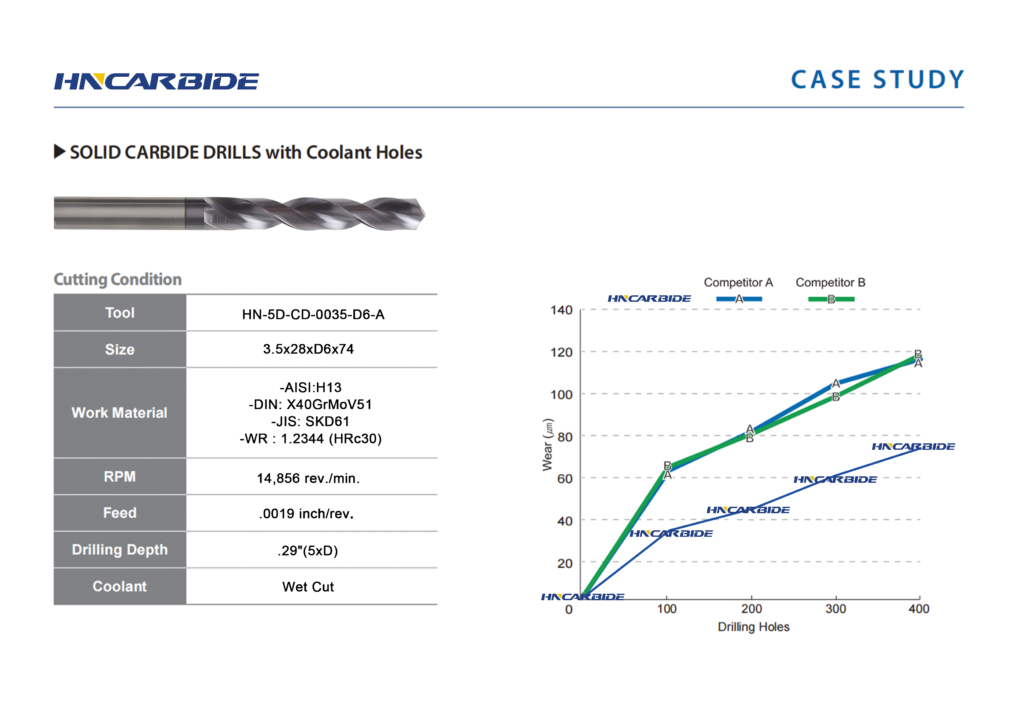
HNCarbide 3D/5D Internal & External Coolant Drills
To address these challenges, HNCarbide offers a series of 3D and 5D internal/external coolant spiral drills, specifically designed for automotive applications.
Key Specifications
Design: High-precision spiral geometry with optimized chip evacuation.
Lengths: 3D (3 × diameter) and 5D (5 × diameter).
Coolant Options: Internal through-tool coolant channels (up to 70 bar).
Materials: Submicron carbide substrate for maximum wear resistance.
Coatings: TiAlN for steels, DLC for aluminum, multi-layer hybrid for cast iron.
Benefits
Extended tool life by up to 50% compared to conventional drills.
Consistent hole quality with minimal burr formation.
Reduced cycle time in automotive production lines.
Compatible with both horizontal and vertical machining centers.
By implementing HNCarbide’s drill bit spiral technology, automotive manufacturers can balance cost efficiency with high productivity.
Conclusion & Tool Selection Guide
Deep hole drilling is one of the most critical operations in automotive machining. From aluminum engine blocks to hardened steel shafts, success depends on controlling chips, managing heat, and selecting the right spiral drill bit with appropriate coolant delivery.
Selection Tips:
For aluminum → choose high-helix, DLC-coated internal coolant drills.
For steels → use TiAlN-coated carbide drills with 3D or 5D designs.
For cast iron → moderate helix with wear-resistant coatings.
Always match coolant pressure and feed rates to the material and depth.
As automotive components evolve toward higher precision and lighter designs, the role of internal coolant spiral drills will only grow. HNCarbide’s solutions demonstrate how advanced tool geometry, coatings, and coolant technology can transform productivity in automotive deep hole machining.


