
Application of 60 HRC Micro Ball End Mills in precision mold & machining
Table of Contents

Precision moldings are important to industries such as automotive, medical devices, and high-end consumer goods. As product designs become increasingly intricate, with more details and surface finishes, precision moldings continually raises the bar for cnc cutting tools to meet these requirements.
Some of the most effective choices include 60 hrc micro ball end mills, since qualitative engraving, fillet machining, and high accuracy contouring are processes in which the slightest detail bears performance fruit. In the German way of precision moldings, cnc tooling capability shapes cycle time, dimensional accuracy, and surface quality.
Cnc cutting Tools choice means more than just how fast you can cut something. It changes tool life, consistency, and the way you keep tight sizes in hardness steels. For makers who care about speed and quality, tool selection has become an essential part of new Precision moldings making.
Cnc cutting Tools Features
Choosing 60 HRC micro ball end mills is a decision that goes far beyond geometry. Everything about the 60 hrc micro ball end mills will be defined by how it performs at high spindle speeds and minimal step-downs in Precision moldings machining. This means speaking to hardness, toughness, and material coatings.
For applications in the German market where precision standards are nothing short of exceptional, these features make 60 HRC micro ball end mills a strong choice.
Hardness and Toughness
60 HRC micro ball end mills combine wear resistance with the strength required to machine hardened steels. This hardness will retain the Cnc cutting Tools edge for long runs, thereby reducing the frequency of tool changes and also enhancing consistency. It is ideal since most German mold shops work with steels around 55-60 HRC, hence it is best for maintaining dimensional accuracy.

Ball-End Geometry for Fine Engraving and Fillets
The ball-end profile allows it to come into contact with the workpiece very smoothly, hence very suitable for engraving, fillets, and radius machining in the production of Precision moldings. This geometry supports the provision of a consistent surface finish as well as detail work that maintains accuracy.
Common advantages include:
- Smooth transitions across complex contours
- Better dimensional accuracy in small radii
- Reduced Cnc cutting Tools marks during finishing passes
It is these very attributes that help German Precision moldings shops achieve the high standards of surface integrity typically demanded in medical and automotive tooling applications, since even minute surface aberrations will translate into function-related shortcomings on the part.
Coatings and Materials for Stability
Coatings like TiAlN Coating or AlCrN Coating increase the degree of hot hardness and stability in cnc cutting, particularly when finishing Precision moldings at high speeds. Such coatings, including fine-grain carbide substrates, bring other benefits such as reduced edge wear to extend service life further.
Coating / Material | Main Advantage | Suitable Applications | Benefit for German Mold Shops |
TiAlN (Titanium Aluminium Nitride) | High heat resistance | High-speed finishing, hardness steel machining | Extends tool life in long production runs |
AlCrN (Aluminium Chromium Nitride) | Superior oxidation resistance | Dry machining, 60 HRC Precision moldings steels | Maintains cutting stability at high temperatures |
Fine-Grain Carbide Substrate | Toughness with hardness | General 60 HRC micro ball end mills production | Reduces risk of chipping and breakage |
Nano-Layered Coatings | Balanced wear protection | Multi-pass finishing and contouring | Consistent surface finish and lower scrap rates |
For a German manufacturer, where every minute lost in downtime goes straight onto his production cost, coating technology has to prove its value not only in performance but also in efficiency.

Application Scenarios
Precision moldings production frequently requires extremely minute detail as well as steady precision with complex designs of the components. 60 HRC micro ball end mills hardness deliver to moldmakers in Germany and across Europe a dependable tool for confronting these imperative undertakings.
Their geometry and wear-resistant materials allow them to undertake finishing operations that the normal cutters cannot do with such accuracy. Given below are typical applications where 60 HRC micro ball end mills provide measurable advantages in Precision moldings machining.
Fillet and Radius Processing
60 HRC micro ball end mills are commonly used to engrave fine details inside the cavity of a plastic injection mold. Due to their small diameter and ball-end geometry, logos, textures, and markings can be done right into hardened tool steel or pre-hardened mold inserts with excellent detail retention. Tools of 60 HRC micro ball end mills deliver hardness that resists any form of edge deformation during the cutting of small channels or letters at relatively high spindle speeds.
In Germany’s Precision moldings sector, where consumer and automotive parts demand precise surface textures, 60 HRC micro ball end mills help achieve clean, repeatable engraving without excessive polishing. This capability shortens mold production time, enhances consistency, and supports the growing demand for functional surface designs.
Detail Finishing and Precision Contouring
Once 3D profiles for molds become complicated or only fine detail finishing is required, micro end mills are the only tools that can do the job. The micro ball-end geometry allows them to accurately contour curved surfaces, fine edges, and even deep cavities with minimal tool marks.
One of the biggest consumers of micro end mills is German industries, especially automotive and precision electronics, which require the contour to be accurate up to a micron in order to reproduce the parts in the same way every time.
0.5mm micro carbide end mill factory allows manufacturers to obtain a smooth finish and dimensional fidelity. Coatings such as AlTiN not only make the performance more stable, but they also prevent the tool from wearing out during the long finishing passes.
This application reduces the need for polishing, making it less likely that fine details will change. Additionally, each contour aligns with the CAD model. As a result, higher efficiency and reliable part replication in mold production are achieved.
Machining Parameters & Tips
One of the main deciding factors for the successful use of micro end mills in mold applications is as much the cutting parameters as the tool itself. Top-notch micro cut end mills can still have low productivity if the depth of cut, spindle speed, or feed rate are not in harmony with material hardness and tool geometry.
German mold makers have to deal with problems such as vibration, chip evacuation, and premature wear quite frequently. These problems, in turn, lower surface finish and tool life.
By being very particular about the setting of the machining parameters, the manufacturers can utilize 60 HRC hardness tools to the fullest and thus reduce the downtime. Proper tool holding, balanced feeds, and good strategic use of the coolant are the three essential elements that can help get stable and repeatable results in high-precision environments.
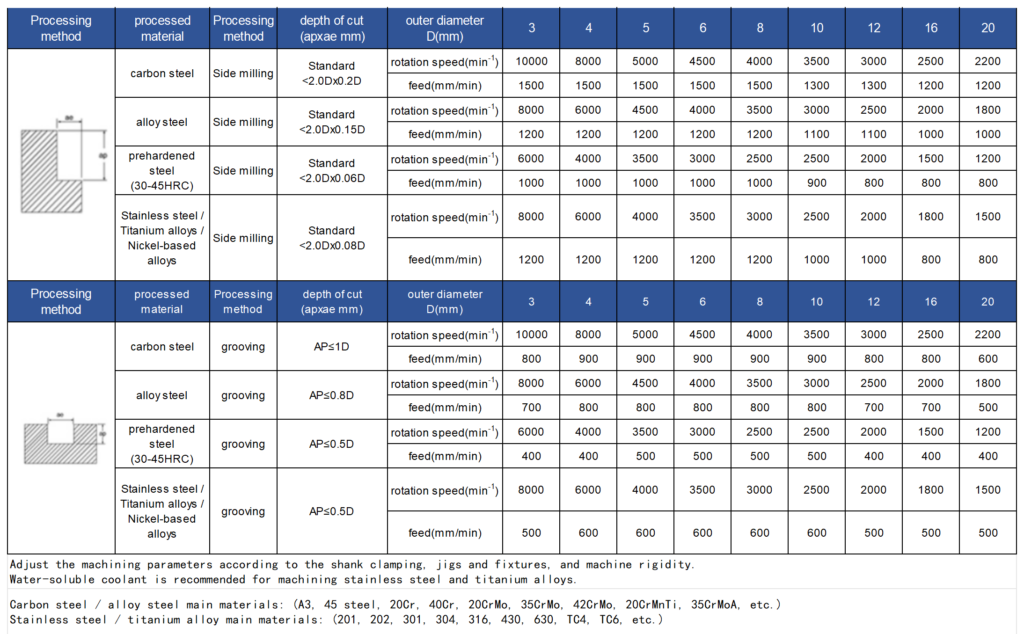
Recommended Depth, Feed, and Speed
Adjusting the parameters for processing micro ball end mills is crucial for maximizing performance and lifespan in mold precision work. Moreover, in a situation where the material is a hardened steel of about 60 HRC, the equilibrium or interplay between the spindle speed, feed per tooth, and depth of cut will not only result in the quality of the surface but also in the lifespan of the tool.
Using micro tools to machine hardened steel requires the use of conservative settings to avoid the excessive wear or chipping of the tools. For the finishing of the material with a high degree of hardness, the cutting speeds between 6,000 and 12,000 RPM coupled with a feed per tooth of 0.01–0.02 mm generally produce a good balance between low tool stress and surface accuracy.
Limiting the runout to less than 0.003 mm assists in maintaining the edge integrity, particularly when you have a very hard surfaced tool such as an AlTiN or TiSiN-coated tool.
Trials on the milling of the steel-hardened, e.g., 55NiCrMoV6, have demonstrated that the value of surface roughness (R.) can be brought down to less than 0.4 µm with the properly adjusted parameters, that is, a cutting speed of about 80 m/min and a feed per tooth of 0.006 mm.
Suggested Parameters for 60 HRC Mold Finishing
Parameter | Recommended Range | Notes |
Spindle Speed | 6,000–12,000 RPM | Lower speeds help minimize thermal load while retaining accuracy. |
Feed per Tooth | 0.006–0.02 mm/tooth | Lower end for fine detail, higher end for stable finishing passes. |
Depth of Cut | ≤ tool diameter; ~0.5 mm | Small step-downs reduce stress on the microdiameter end mill. |
Runout Control | < 0.003 mm | Critical to prevent uneven cutting and rapid edge wear. |
Coating | AlTiN / TiSiN | High-temperature durability boosts stability and tool life. |
Keeping tight control over cutting forces via conservative feed and depth of cuts not only decreases vibration but also lowers the risk of thermal damage, particularly in high-hardness mold steel. Two measurable benefits accrue to German manufacturers who use this strategy.
First, the number of tool breaks is reduced, and second, the surface finish quality is improved. In other words, the machine downtime is decreased considerably, and better operation in high-precision environments can be expected.
Tool Holding and Vibration Prevention
Stable tool holding is the main cause of micro end mill disappearance from the list of factors that influence the performance of the tool in mold machining. The best-coated tools lose efficiency when the tool holder is the source of the runout or vibration. Poor clamping is the root of the problem in German mold shops where tolerances are very tight, and it directly affects tool life and the quality of surface finishing.
Extremely precise collet chucks, shrink-fit holders, and hydraulic tool holders are among the most popular high-precision tool holding systems for micro cutting end mills. Each system has benefits:
- Collets are versatile
- Shrink-fit holders minimize runout
- Hydraulic systems absorb vibration.
Which one is the most suitable depends on the kind of machine and the work, but the goal remains unchanged: total runout below 0.003 mm.
Vibration management is not only through holding. Workers in the metal industry typically cut the extension length to less than three times the tool diameter, use symmetrical tool paths, and apply high RPMs during spindle balancing.
In finishing hardened steel molds, small vibrations lead to the appearance of chatter marks or early wear of the tool. A combination of a solid fixture with dynamic balancing not only gives longer tool life but also improves the quality of the part.
Chip Evacuation and Coolant Strategies
When machining hardened mold steels above 60 HRC with micro end mills, chip evacuation becomes just as important as tool geometry. Poor chip flow traps heat, increases cutting forces, and accelerates wear at the fragile ball tip.
In micro diameter end mill applications, even a small chip jam can result in tool breakage, so manufacturers in Germany often prioritise strategies that keep cutting zones clean and cool.
High-pressure through-spindle coolant delivers consistent flushing of chips from deep cavities, reducing the risk of re-cutting. Minimum Quantity Lubrication (MQL) is another option, especially effective in semi-dry operations where excess coolant could cause thermal shock. Air blast support is often combined with MQL to keep micro grooves and fine contours free of debris.
Tool path planning also contributes to effective chip evacuation. Trochoidal milling or adaptive toolpaths generate smaller chips, which are easier to clear and reduce stress on the tool. Coatings like AlCrN further support heat resistance, but without proper chip evacuation, even the best coating cannot compensate for thermal buildup.
In mold finishing, consistent coolant delivery not only protects the micro cut end mills but also improves surface quality. For high-precision applications such as fillet processing or fine engraving, stable coolant flow is often the difference between a polished finish and a surface requiring secondary rework.

Common Issues
Even the most advanced micro end mills encounter challenges during precision mold machining. Problems typically arise from tool geometry limits, material hardness, or process setup. Recognising these issues early helps prevent costly downtime and secondary rework.
- Tool tip wear or breakage, especially in ball-end tools at very small diameters
- Inconsistent surface finish caused by vibration or unstable tool holding
- Built-up heat leading to accelerated coating degradation
- Chip accumulation in deep cavities reduces tool life and finish quality
Addressing these issues through proper machining parameters, coolant strategies, and quality tooling extends both tool life and part performance.
Conclusion
Tool selection in mold machining depends on both the material and the size of the part. Hard steels above 60 HRC require coated micro end mills, while softer steels and larger cavities benefit from robust cutters with higher feed capacity. For engraving or fine contours, micro diameter end mills down to 0.5 mm deliver the required precision.
Efficiency improves when correct cutting parameters, stable tool holding, and effective chip evacuation are combined with the right tool geometry. Monitoring wear and using process data further extends tool life and reduces downtime.
HN Carbide provides advanced micro carbide tooling for German mold makers, supporting precision, reliability, and cost efficiency. Contact our team today to request samples or tailored technical advice.

