
Thread turning tools vs. taps: the two most common cutting tools for machined threads
Table of Contents
Threading looks simple on a drawing. The thread callout is small, the tolerance note may be even smaller, and the buyer may only ask whether the supplier can make an M8, 1/4-20, NPT, UNF, or special pitch thread. On the shop floor, that small feature can decide whether a batch runs cleanly or turns into broken taps, rejected gauges, and parts that need hand sorting.
Two cutting tools still handle a large share of machined threads: the thread turning tool and the tap. They both create a screw thread by cutting material, but they solve different problems. A thread turning tool is flexible and can cut many internal or external thread forms on a lathe. A tap is a standard tool for internal threads and is often the fastest practical choice for small and medium holes.
For engineers, production managers, and tooling buyers, the useful question is not which tool is “better.” It is which one gives the most reliable route to a thread that gauges correctly, fits the mating part, and does not slow the rest of the process.
The shared job: creating a functional thread, not just a visible helix
A usable thread has to mate with the correct part, pass the specified gauge, carry the expected load, and repeat across the batch. Cutting the spiral is only part of the job. The tool also affects burr formation, pitch accuracy, flank finish, chip evacuation, and the amount of operator attention the process needs.
Most threading problems show up in ordinary ways. A plug gauge stops early. An external thread tears at the crest. A blind hole traps chips and snaps the tap. A thread close to a shoulder runs out before the full profile is complete. In many cases, the root cause is a mismatch between the thread requirement and the chosen tool.
These two tools remain common because they cover a wide range of everyday work, from repair jobs and prototype shafts to high-volume tapped holes in CNC machining centers.
What is a thread turning tool?
A thread turning tool is a form tool used on a lathe or turning center. Its cutting edge is shaped to match the thread profile: for example, 60-degree metric and UN threads, Whitworth forms, trapezoidal threads, or pipe thread profiles. In traditional toolrooms, the tool may be a ground high-speed steel tool bit. In CNC production, it is usually an indexable holder with a carbide threading insert.
The basic motion is simple. The workpiece rotates. The tool advances along the axis at a feed synchronized with the thread pitch. Each pass removes part of the thread depth until the final profile is reached. Because it is a single-point process, the tool normally needs several passes rather than one heavy cut.
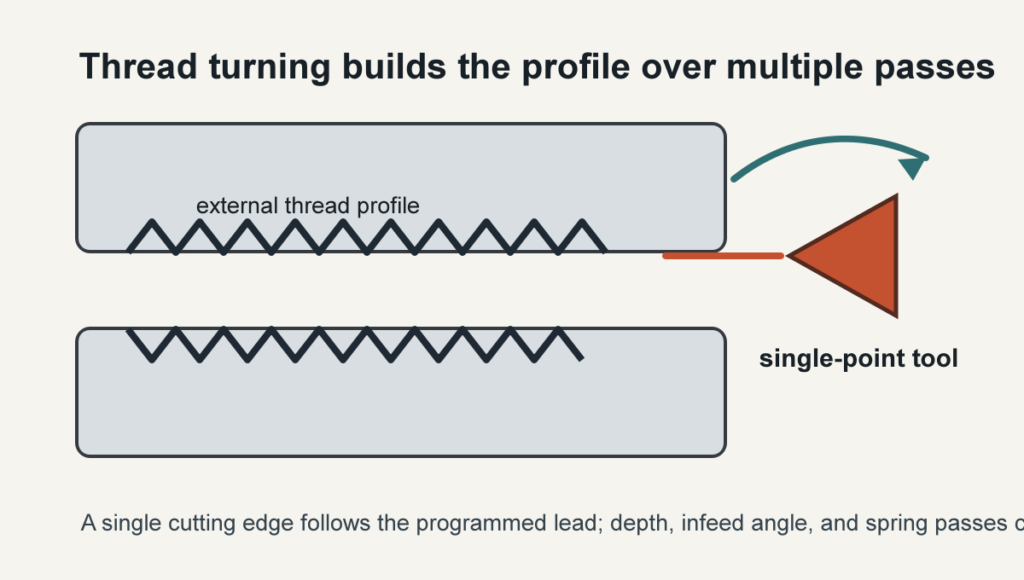
Those repeated passes are both the strength and weakness of thread turning. It is not the fastest way to make thousands of identical small internal threads. It is, however, adaptable. The same machine setup can often turn the outside diameter, face the shoulder, bore a pilot, and cut the thread while keeping good concentricity between features.
Thread turning earns its place when the part needs an external thread, a large internal thread, a non-standard pitch, a short run, or a thread that must align closely with a turned diameter or sealing surface. CNC controls also make it easier to repeat the cycle once the cutting data and offsets are proven.
Where thread turning tools fit best
Thread turning is a good fit when flexibility matters more than pure cycle time. A shop making repair parts, prototypes, shafts, adapters, hydraulic fittings, large rings, or custom threaded components will often lean on thread turning because one tool family can cover many thread sizes.
For external threads, the method is straightforward and visible. The operator can watch the chip, inspect the profile, and adjust the offset. For internal threads, the same principle applies, but the toolholder becomes more delicate because it must fit inside the bore. Overhang, insert clearance, and chip control need more attention.
The practical limits are easy to understand. A single-point tool cuts with one edge, so productivity drops when the thread is long or the material is difficult. Thread finish depends on rigidity, insert grade, coating, cutting speed, infeed strategy, coolant, and whether the final spring pass cleans up the flank. On manual lathes, operator skill still matters a lot. On CNC lathes, the machine’s spindle synchronization and toolholding rigidity carry more of the burden.
Thread turning tool factor | Why it matters in production | What to check before running |
Insert profile | Partial-profile inserts cover pitch ranges; full-profile inserts finish the crest to a specific pitch | Match insert to thread standard, pitch, and gauge requirement |
Holder style | External holders are rigid; internal bars can chatter if overextended | Keep boring-bar overhang short and confirm relief near shoulders |
Pass strategy | Too much depth per pass can tear flanks or overload the insert | Use a stable infeed method and leave a light finishing pass |
Machine synchronization | Pitch depends on the relationship between spindle rotation and tool feed | Confirm threading cycle, pitch setting, and spindle encoder condition |
Coolant and chip control | Long stringy chips can mark the thread or jam in a bore | Choose grade/geometry and coolant direction for the material |
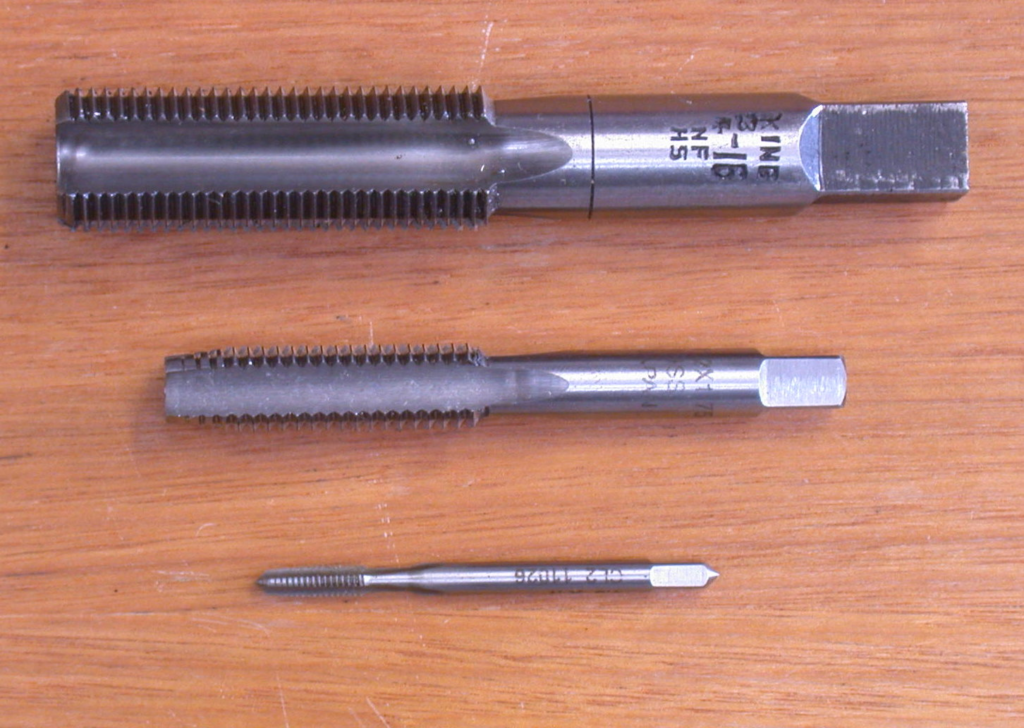
What is a tap?
A tap is a standard threading tool for internal threads. Its body looks similar to a screw, but axial flutes create cutting edges and give chips a place to move. The end has a chamfered cutting section so the load is shared over several teeth instead of falling on one edge at once. Behind that chamfer is the guiding and sizing portion, which carries the finished thread form.
Taps are common because they are compact, inexpensive compared with many complex tool systems, and fast for ordinary internal threads. They can be used by hand, in drill presses, on lathes, and in CNC machining centers. For small triangular internal threads, a tap is often the most practical cutting tool available.

Common tap families include hand taps, machine taps, nut taps, forming taps, spiral-point taps, spiral-flute taps, and special broaching-style taps. The right choice depends on hole type, material, thread depth, production volume, and whether chips need to move forward or back out of the hole.
Hand taps are often supplied as a set. A taper tap starts easily, a plug or intermediate tap carries the work deeper, and a bottoming tap finishes closer to the bottom of a blind hole. Machine tapping usually uses a single tool selected for the exact material and hole condition.
Where taps fit best
Taps are hard to beat for standard internal threads in small and medium sizes. Once the correct tap drill size, speed, lubrication, and holder are set, tapping can produce threads quickly and repeatably. In production machining, rigid tapping and floating holders reduce operator dependence, although process control still matters.
The main risk is that the tap is almost the same size as the finished thread. It has limited room to survive when chips pack in the flutes or torque rises. If a tap breaks in a valuable part, removal can cost more than the tool. Blind holes, gummy materials, hard spots, poor lubrication, wrong drill size, and misalignment all raise that risk.
The tap’s geometry should match the chip path. Spiral-point taps push chips forward and are often used in through holes. Spiral-flute taps pull chips back and are common for blind holes. Forming taps displace material rather than cutting it, so they do not make chips, but they require ductile materials and the correct pre-hole size.
Tap type | Typical use | Main advantage | Watch-out |
Hand tap set | Maintenance, repair, short-run manual work | Easy to start and control by feel | Alignment depends heavily on the operator |
Straight-flute machine tap | General through or shallow holes in suitable materials | Simple and widely available | Chip packing can be a problem in deeper holes |
Spiral-point tap | Through holes | Pushes chips ahead of the tool | Poor choice for blind holes with no chip exit |
Spiral-flute tap | Blind holes and controlled chip removal | Pulls chips back out of the hole | More delicate geometry; needs stable setup |
Forming tap | Ductile materials such as aluminum and some steels | No chips; strong thread surface | Needs correct hole size and enough material flow |
Thread turning tool vs. tap: the practical comparison
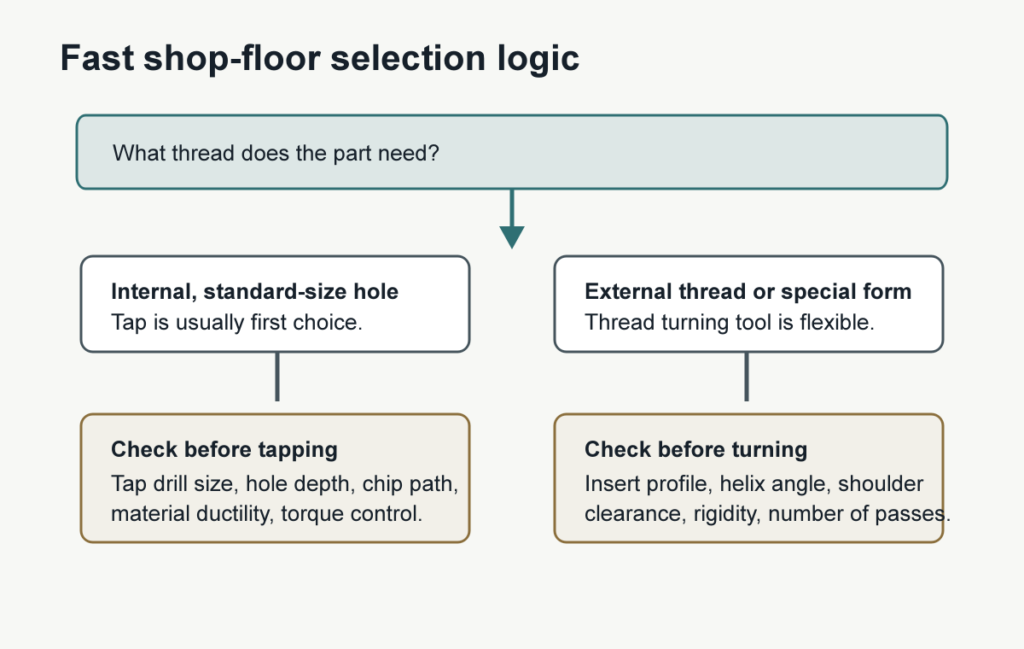
The cleanest way to separate the two is by the feature itself. A tap is mainly an internal-thread tool. A thread turning tool can cut external threads and, with the right boring-style holder, internal threads as well. A tap is usually faster for a standard internal hole. A thread turning tool is usually more flexible for unusual sizes, large diameters, external features, or work that stays on the lathe.
Batch size also matters. For one-off parts, unusual pitches, or repair work, thread turning gives the machinist room to adjust. For hundreds of identical internal holes, tapping can reduce cycle time and tool changes. For very high-value parts, some shops may prefer thread milling for certain internal threads because tool breakage is less catastrophic, but that sits outside the two-tool focus of this article.
Accuracy is not automatic with either method. A tap can follow a drilled hole that is slightly off location or out of square, especially in manual work. A thread turning tool can produce a very concentric thread when the part is machined in one lathe setup, but chatter or wrong infeed can still ruin the flank finish. The better choice is the one that fits the machine, material, tolerance, and inspection method.
Decision point | Prefer a tap when… | Prefer a thread turning tool when… |
Thread location | It is a standard internal thread in a drilled hole | It is external, large, special, or tied to turned features |
Production volume | Many identical holes need short cycle time | Short runs or mixed thread sizes are common |
Hole condition | Hole depth and chip path suit the chosen tap | Bore size allows a rigid internal threading holder |
Risk profile | Broken-tap removal is manageable or unlikely | A broken tap would scrap an expensive part |
Flexibility | Standard tap sizes cover the job | Pitch, form, or diameter changes frequently |
Setup | Machining center or drill press is already being used | Lathe setup already controls the critical features |
Common problems and how to prevent them
Threading failures usually leave clues. The tool, chip, gauge, and surface finish point back to the decision that went wrong.
With taps, broken tools often trace back to chip packing, wrong hole size, insufficient lubrication, poor alignment, or excessive torque. A hole drilled too small does not give the tap enough room to cut. A hole drilled too large may pass easily but produce weak thread engagement. In blind holes, chip control matters more than many buyers realize.
With thread turning tools, poor finish often comes from chatter, insert wear, too much radial load, or an unstable infeed strategy. Wrong insert profile can create a thread that looks acceptable until a gauge checks the crest or flank. Internal threading adds another layer because the bar can deflect inside the bore.
Problem seen at inspection | Likely cause | Practical correction |
Tap breaks near the bottom of a blind hole | Chips have nowhere to go, or depth allowance is too tight | Use a spiral-flute tap, increase bottom clearance, and verify programmed depth |
Thread gauge starts but will not pass | Pitch, tool offset, tap drill size, or tool wear is wrong | Check gauge standard, tool data, and hole preparation before adjusting blindly |
Torn external thread flank | Insert grade/geometry, speed, or infeed is unsuitable | Reduce load per pass, improve coolant, or change insert grade |
Internal thread chatters | Boring-style threading bar is overextended | Shorten overhang, increase bar diameter if possible, and reduce cutting load |
Weak tapped thread | Pre-drilled hole is too large or material engagement is too low | Recheck tap drill size against material and thread engagement requirement |
What B2B buyers should specify
When ordering threaded components or sourcing threading tools, do not stop at the nominal thread callout. Suppliers need enough detail to choose the process and inspect the result.
At minimum, define the thread standard, pitch, tolerance class, thread depth, through-hole or blind-hole condition, material, heat treatment, coating or plating allowance, and gauge requirement. For pipe threads or sealing threads, add the sealing method and any inspection standard. For turned parts, note whether thread concentricity to another diameter matters.
Tooling buyers should also ask what material group the tap or insert is designed for, whether the tool is for through or blind holes, what holder is required, and how the supplier supports replacement inserts or regrinding. A cheap tap is not cheap if it breaks in a high-value stainless part. A premium threading insert is not premium if it is the wrong profile for the thread standard.

Conclusion
Thread turning tools and taps remain common because they solve everyday threading problems with relatively simple tooling. The thread turning tool gives a lathe setup flexibility across external, internal, standard, and special threads. The tap gives fast, practical internal threads when the hole, material, and chip path suit the tool.
For most shops, the best result comes from treating threading as a process choice rather than a default tool choice. Start with the thread function, hole or shaft geometry, material, volume, and inspection method. Then choose the tool that gives the most stable path to a thread that gauges correctly.
HNCarbide supplies carbide cutting tools for turning, milling, drilling, and threading applications. If you are comparing threading inserts or taps for a production job, a clear drawing, workpiece material, and expected batch size are enough to start a useful tooling discussion.




