
Carbide End Mill Regrinding: Can a Worn Carbide Cutter Perform Like New Again?
Table of Contents

Every carbide end mill has a working life. No matter how premium the carbide grade, how advanced the coating, or how stable the machining setup, cutting edges eventually wear. For many machine shops, this wear marks a decision point. Should the tool be replaced immediately, or can it be restored and used again?
More manufacturers today are choosing the second option.
Carbide end mill regrinding has become an important part of modern tooling management because it allows shops to recover tool performance without sacrificing machining quality. Instead of discarding an expensive cutter after one wear cycle, regrinding makes it possible to restore the cutting edge, extend usable life, and reduce tooling cost over time.
For shops machining stainless steel, titanium alloys, hardened steel, cast iron, or aluminum at scale, this can create measurable savings while maintaining consistent production output.
But regrinding is not simply sharpening a dull edge. It is a precision process that combines inspection, geometry correction, grinding strategy, and in many cases, tool performance optimization.
Typical Cost Comparison: Replace vs Regrind
Tool Option | Relative Cost | Tool Life Utilization | Sustainability |
Buy new end mill | 100% | One full cycle | Standard |
Regrind existing tool | 30–50% of replacement cost | Additional cycles possible | Higher |
Regrind + recoating | 40–60% of replacement cost | Extended further | Best |
Depending on application and wear condition, a carbide end mill may be reground multiple times before retirement.
What Does a Worn Carbide End Mill Actually Look Like?
Not every worn end mill fails in the same way.
Before regrinding begins, it is important to understand how the cutter has worn during machining. The wear pattern reveals how the tool was loaded, how the material behaved during cutting, and whether the cutter can be restored efficiently.
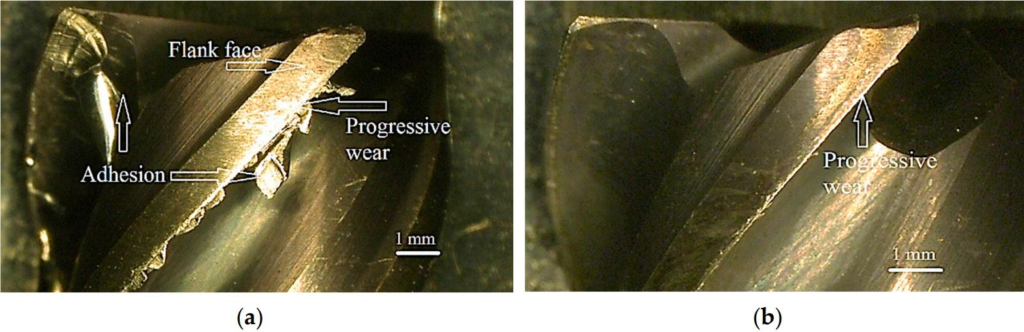
The most common condition is normal wear. This happens naturally as the cutter moves through stable machining cycles. The edge becomes slightly rounded, coating begins to wear away near the cutting lip, and a small wear land appears on the flank surface. The geometry remains intact, but sharpness gradually decreases. These tools are often ideal candidates for regrinding because very little carbide needs to be removed.
Severe wear appears when the tool continues cutting beyond its recommended wear limit. Built-up edge becomes visible, chips may weld to the flute, and localized chipping begins to appear along the cutting edge. At this stage the cutter often requires cleaning and preparation before grinding.
Then there is breakage—tip chipping, corner fracture, broken teeth, or impact damage caused by vibration, interrupted cuts, poor coolant flow, or collisions during machining. While these tools may appear unusable at first glance, many can still be recovered if enough of the carbide body remains structurally sound.

How Does Carbide End Mill Regrinding Work?
Modern carbide regrinding is a highly controlled precision process. It is much more than simply making the edge sharp again.
The process typically starts with cleaning. The cutter surface must be free from chips, coolant residue, aluminum build-up, and oxidation deposits before it enters the grinder. Even small contamination on the flute or edge can affect measurement accuracy during setup.
After cleaning, the tool is measured. Diameter, flute spacing, helix angle, cutting edge position, and overall length are checked. CNC grinding systems use this data to determine how much carbide must be removed and how the geometry should be rebuilt.
Grinding then restores the cutting edge through multiple controlled passes. Depending on the tool condition, this may include grinding the end face, outer diameter cutting edge, gash, relief surfaces, and corner radius or chamfer.
For premium-performance cutters, recoating is often the final step. A reground tool may be recoated with AlTiN, TiAlN, TiSiN, or DLC depending on the material being machined. This allows the tool to return to production with improved wear resistance and cutting life.
Can Regrinding Improve Tool Performance?
This is one of the most overlooked advantages of regrinding.
Regrinding does not always mean simply restoring the original shape. It can also become an opportunity to improve tool performance for the next application.
If a tool previously experienced premature edge chipping while cutting stainless steel, the cutting edge can be strengthened during regrinding. If aluminum chips were sticking to the flute, rake geometry can be adjusted to improve chip evacuation. If wear concentrated at the corner, corner preparation can be modified to increase durability.
This gives the operator a chance not only to recover tool life, but to improve how the cutter behaves in future machining.
In many production environments, this performance optimization is just as valuable as the cost savings.
How Many Times Can a Carbide End Mill Be Reground?
This depends on several factors including tool diameter, flute design, material being cut, and how much carbide is removed each cycle.
Larger tools generally allow more regrinding cycles because more usable carbide remains behind the worn cutting edge. Smaller tools naturally allow fewer cycles.
Typical Regrinding Capacity by Tool Diameter
End Mill Diameter | Typical Regrind Cycles | Average Material Removal per Cycle |
4 mm | 2–3 | 0.10–0.15 mm |
6 mm | 3–4 | 0.15–0.20 mm |
10 mm | 4–6 | 0.20–0.30 mm |
12 mm+ | 5–8 | 0.25–0.40 mm |
Actual results vary depending on cutter design and application, but these figures reflect common workshop practice.
Can Broken Carbide End Mills Still Be Repaired?
This is where carbide regrinding becomes especially valuable.
A broken cutting edge does not always mean the tool has reached the end of its life.
When the tip is chipped but the flute body remains stable, the damaged section can often be ground away and rebuilt. Corner geometry can be recreated. Center-cutting edges can be restored. End faces can be regenerated.
Even heavily damaged tools may sometimes be recovered by removing the broken front section first, then rebuilding a completely new cutting end from the remaining carbide body.
Of course, not every damaged tool can be saved economically. But many cutters that appear to be scrap still have significant usable value left.
That is why inspection before disposal matters.
What Should Be Controlled During Regrinding?
Several practical factors determine whether regrinding succeeds.
Coolant is critical because grinding creates high localized heat. Proper coolant flow protects the carbide, improves edge finish, and washes grinding particles away from the wheel surface.
Grinding wheel condition matters equally. A well-dressed wheel creates a sharper edge and better surface quality. Poor wheel condition can cause geometry errors or surface burning.
Diameter compensation must also be considered because every regrind removes carbide and reduces tool diameter slightly. In close-tolerance milling applications, this reduction must be accounted for before returning the tool to production.
Finally, post-grind inspection should always verify edge quality, runout, geometry symmetry, and final dimensions.

How Much Life Is Still Left in Your End Mill?
A worn carbide end mill does not automatically mean the end of the tool.
Often, it simply means the end of one machining cycle.
With proper inspection and professional grinding, many carbide end mills can return to production with restored geometry, renewed cutting performance, and extended tool life. For many manufacturers, this means lower tooling cost, better carbide utilization, reduced waste, and a more efficient machining process overall.
As carbide tooling continues to evolve toward higher performance and higher value, regrinding remains one of the smartest ways to get the maximum return from every tool.
Looking for High-Performance Carbide End Mills?
At HNCarbide, we manufacture precision solid carbide end mills for high-performance milling applications across steel, stainless steel, cast iron, aluminum, titanium, and exotic alloys.
From standard square end mills to custom tooling geometry, our carbide cutting tools are engineered for longer life, higher efficiency, and reliable machining performance.
If you are looking for premium carbide end mills—or want technical support selecting the right cutter for your application—our team is ready to help.




