
Why Your Aluminum End Mill Keeps Loading Up — And What Actually Works in High-Speed Aluminum Machining
Table of Contents

Aluminum is supposed to be easy to machine.
That is what many machinists hear when they first begin cutting aluminum alloys. The material is softer than steel, spindle speeds can run much higher, and material removal rates are often impressive. On paper, aluminum machining should be fast, clean, and efficient.
Yet in actual production environments, aluminum milling continues to create some of the most frustrating problems on the shop floor.
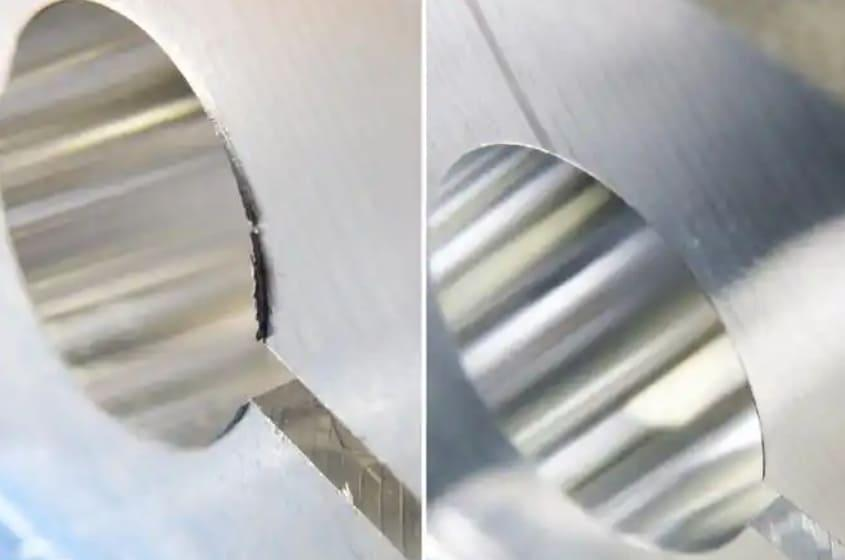
A cutter suddenly loads up during deep slotting. Chips begin wrapping around the tool after only a few seconds of cutting. The spindle load rises unexpectedly, surface finish deteriorates, and burrs appear along every edge of the part. Sometimes the end mill survives. Sometimes it snaps instantly.
Most of the time, the machine itself is not the real problem.
The issue usually starts with the cutter geometry.
Many workshops still use general-purpose carbide end mills designed primarily for steel machining. These tools may cut aluminum temporarily, but they are rarely optimized for the way aluminum actually behaves during high-speed cutting. Aluminum alloys are soft, but they are also highly adhesive. The material tends to weld itself onto the cutting edge, especially when heat and chip evacuation are not controlled properly. Once chips begin sticking inside the flute, the entire cutting process becomes unstable very quickly.
This is why a true aluminum end mill looks very different from a standard steel-cutting tool.
A high-performance aluminum milling cutter is not simply “sharper.” Every part of the geometry is intentionally engineered around chip evacuation, reduced friction, and stable high-speed cutting. The flute shape, rake angle, helix design, surface polishing, and even coating selection are all optimized specifically for aluminum alloys.
Understanding those design differences is what separates stable aluminum machining from constant tool loading, burr formation, and broken cutters.
The Real Problem With Aluminum Is Not Hardness — It Is Chip Control
One of the biggest misconceptions in machining is that softer materials are automatically easier to cut. In reality, aluminum creates a completely different set of machining challenges compared with harder metals like steel or cast iron.
The main problem is chip behavior.
Steel chips tend to fracture into smaller segments during cutting. Aluminum behaves differently. Most aluminum alloys generate long, continuous chips that remain soft and flexible even at high spindle speeds. During slotting operations, these chips have very little room to escape. If the flute geometry cannot evacuate them quickly enough, they begin packing inside the cutting area almost immediately.
Once that happens, the tool is no longer cutting cleanly. Instead, it starts recutting trapped material. Heat rises rapidly, spindle load becomes unstable, and aluminum begins welding onto the cutting edge. This is the beginning of built-up edge, commonly known as BUE.
Built-up edge is one of the most destructive problems in aluminum machining because it changes the cutting geometry in real time. The edge that was originally sharp becomes rounded by welded material. Instead of shearing cleanly, the tool begins smearing aluminum across the surface of the part. Surface finish declines first, followed by vibration, dimensional inaccuracy, and eventually tool failure.
This is why aluminum machining success depends far more on chip evacuation than many machinists initially realize.
A high-performance aluminum end mill is essentially a chip evacuation tool first and a cutting tool second.
Why Standard Steel End Mills Usually Fail in Aluminum
The easiest way to understand aluminum end mill design is to compare it directly against a conventional steel-cutting end mill.
Steel-cutting tools are typically designed around edge strength and heat resistance. They often use:
- lower rake angles,
- tighter flute spacing,
- thicker cutting edges,
- and harder high-temperature coatings.
These features work well for steel because steel generates higher cutting pressure and shorter chips. Aluminum requires the opposite approach.
An aluminum end mill needs:
- aggressive cutting action,
- large flute volume,
- lower friction,
- and faster chip evacuation.
This is why aluminum end mills usually have fewer flutes than steel end mills.
End Mill Type | Typical Flute Count | Main Design Goal |
Steel End Mill | 4–6 Flutes | Rigidity & heat resistance |
Aluminum End Mill | 1–3 Flutes | Chip evacuation & low friction |
The larger flute valleys on aluminum cutters create more space for long chips to escape before they become trapped inside the cut. This is especially important during deep slotting operations where chip evacuation becomes extremely difficult.
Another major difference is rake angle.
Aluminum cutters typically use much more aggressive rake geometry than steel tools.
Tool Type | Typical Rake Angle |
Steel End Mill | 6°–10° |
Aluminum End Mill | 15°–20° |
That sharper geometry allows the tool to slice through aluminum instead of rubbing against it. Lower cutting resistance means lower heat generation, smoother chip flow, and significantly less material adhesion.
This is one of the main reasons why a proper carbide aluminum end mill produces cleaner surfaces and fewer burrs than a general-purpose cutter.
Why Flute Count Changes Everything in Aluminum Machining
Flute count is often misunderstood because many machinists assume more flutes automatically improve performance. In aluminum machining, that is not always true.
More flutes create more cutting edges, but they also reduce flute space. In aluminum, flute space matters enormously because chip evacuation determines whether the process remains stable.
A single flute aluminum end mill is designed primarily for maximum chip evacuation. These tools are commonly used in high-speed routers, softer aluminum alloys, and deep slotting applications where chips need to clear extremely quickly. With only one cutting edge, the flute valley becomes very large, dramatically reducing the risk of chip packing.
A 2 flute aluminum end mill is generally the most versatile configuration. It balances rigidity, cutting stability, and chip evacuation well enough for most CNC machining environments. This design is especially common for roughing, pocket milling, and full-width slotting.
A 3 flute aluminum end mill moves slightly toward higher productivity and improved wall finish. Because there is an additional cutting edge, feed rates can increase while maintaining smoother sidewall quality. Modern 3 flute aluminum end mills have become increasingly popular in aerospace and automotive machining where both productivity and surface quality matter.
The important point is that flute count should always match the machining strategy rather than simply following a generic rule.
Tool Type | Best Use | Chip Evacuation | Surface Finish |
Single Flute | High-speed slotting | Excellent | Moderate |
2 Flute | General aluminum machining | Very Good | Good |
3 Flute | Finishing & side milling | Good | Excellent |
Using a 4 flute steel end mill for deep aluminum slotting often creates exactly the opposite result many machinists expect. Instead of improving productivity, the smaller flute space increases chip congestion and heat buildup, leading directly to tool loading and burr formation.
Why High Helix Geometry Matters More Than Most People Think
Another defining feature of a modern aluminum end mill is the high helix angle.
Most high-performance aluminum cutters use helix angles between 45° and 55°. This geometry dramatically changes the way chips move through the cut.
A higher helix pulls chips upward more efficiently while reducing impact force during cutting entry. The tool engages material more smoothly, vibration decreases, and surface finish improves noticeably. At high spindle speeds, these advantages become even more important because aluminum chips must evacuate continuously to avoid recutting.
High helix geometry also reduces cutting pressure on thinner-walled aluminum components. This is particularly valuable in aerospace machining where part deformation can become a serious issue.
However, helix angle alone is not enough. Surface finish inside the flute is equally important.
If you examine a premium polished aluminum end mill closely, the flute surface often appears almost mirror-like. This polishing is not cosmetic. A smoother flute surface lowers friction between the chip and the cutter body, helping chips slide out more efficiently during high-speed cutting.
Lower friction produces several important benefits:
- reduced heat generation,
- less chip welding,
- improved surface finish,
- and longer tool life.
Modern SIPURUI aluminum end mills use ultra-fine flute polishing combined with optimized high-helix geometry to improve chip evacuation during aggressive CNC machining operations.

Why Many Coatings Actually Make Aluminum Machining Worse
One of the most common mistakes in aluminum machining is assuming that every coated tool performs better than an uncoated one.
Many traditional coatings were developed specifically for steel machining at very high temperatures. Coatings such as TiAlN and AlTiN perform extremely well in hardened steel applications because they resist heat and wear under heavy cutting loads.
Aluminum creates a completely different environment.
Because aluminum is highly adhesive, some high-temperature coatings actually increase material affinity and worsen chip welding. Instead of reducing friction, the coating can encourage aluminum to stick to the cutting edge.
This is why many premium aluminum end mills are either:
- polished uncoated carbide,
- DLC coated,
- or treated with low-friction surface technologies.
DLC coatings are especially effective because they provide extremely low surface friction while maintaining anti-stick performance during high-speed machining.
Coating Type | Aluminum Performance | Primary Advantage |
TiAlN | Poor | Heat resistance for steel |
AlTiN | Poor | High-temperature machining |
DLC | Excellent | Low friction & anti-stick |
Polished Uncoated Carbide | Excellent | Maximum sharpness |
The correct coating choice depends heavily on spindle speed, coolant strategy, and aluminum alloy type. In many finishing applications, polished uncoated carbide still produces the cleanest possible cutting edge.
Stable Aluminum Machining Depends on the Entire System
Even the best aluminum end mill will fail if the machining process itself is unstable.
Cutting parameters must support continuous chip evacuation. Running spindle speeds too low often creates rubbing instead of cutting, which generates heat and encourages aluminum adhesion. Likewise, insufficient coolant flow allows chips to remain trapped inside the cut for too long.
Tool overhang also plays a major role. Aluminum cutters are often extremely sharp, which improves cutting performance but slightly reduces edge strength compared with heavier steel-cutting geometries. Excessive overhang increases vibration and tool deflection, especially during deep cavity machining.
For stable results, aluminum machining generally benefits from:
- higher spindle speeds,
- aggressive but controlled feed rates,
- efficient coolant delivery,
- and minimized tool extension.
The goal is always the same: keep chips moving continuously out of the cut before heat and adhesion begin building around the cutting edge.
Why More Manufacturers Are Switching to Specialized Aluminum End Mills
Modern CNC machining increasingly prioritizes productivity, surface finish, and process stability. As spindle speeds continue rising, the limitations of general-purpose end mills become more obvious.
This is why specialized aluminum cutters are becoming standard across industries such as:
- aerospace,
- automotive,
- electronics,
- mold manufacturing,
- and precision mechanical machining.
SIPURUI carbide aluminum end mills are engineered specifically for these high-speed machining environments. Features such as polished flutes, aggressive rake geometry, high helix design, and optimized flute spacing are all developed around one central objective: stable chip evacuation during aluminum machining.
Available configurations include:
- single flute aluminum end mills for aggressive chip evacuation,
- 2 flute tools for versatile roughing,
- and 3 flute aluminum end mills for high-efficiency finishing applications.
When the cutter geometry matches the behavior of the material, aluminum machining becomes significantly faster, cleaner, and more predictable.

Conclusion
Aluminum machining problems rarely begin with the spindle or the machine itself. Most instability starts much earlier — at the cutting edge.
Burr formation, chip welding, built-up edge, poor surface finish, and sudden tool failure are usually symptoms of the same underlying issue: the cutter geometry does not match the way aluminum behaves during high-speed cutting.
A true aluminum end mill is engineered around chip evacuation, low friction, and smooth cutting action. Flute count, rake angle, helix geometry, flute polishing, and coating selection all work together to prevent heat buildup and maintain stable cutting conditions.
That is why the difference between a general-purpose end mill and a dedicated aluminum milling cutter becomes immediately visible in real machining environments.
The right tool does not simply cut faster. It cuts cleaner, runs more stably, produces better surface finish, and dramatically reduces the risk of chip loading and tool breakage.
In modern CNC aluminum machining, choosing the correct aluminum end mill is no longer a small optimization. It is one of the most important factors determining machining efficiency, tool life, and final part quality.




