 Skip to content
Skip to content 
Helix Angle in Cutting Tools: A Practical and Engineering-Level Guide to Selection Across Materials and Applications
Table of Contents

Why Does Helix Angle Matter More Than Most Machinists Think?
In modern machining, tool performance is often attributed to coatings, carbide grade, or brand reputation. However, one geometric parameter consistently exerts a deeper and more immediate influence on cutting behavior: the helix angle.
The helix angle is not merely a design feature; it is a decisive factor governing how a cutting tool engages material, distributes forces, evacuates chips, and ultimately determines both tool life and surface quality. In many failure cases—chatter, edge chipping, poor finish, or unexpected wear—the root cause can be traced back to an inappropriate helix geometry rather than material or coating limitations.
Understanding helix angle from an engineering perspective allows manufacturers and machinists to move beyond trial-and-error tool selection and toward predictable, optimized performance.

What Is Helix Angle from a Mechanical and Geometric Perspective?
At its most fundamental level, the helix angle is defined as the angle between the tangent of a helical cutting edge and the longitudinal axis of the tool. While this definition is straightforward, its implications are far-reaching.
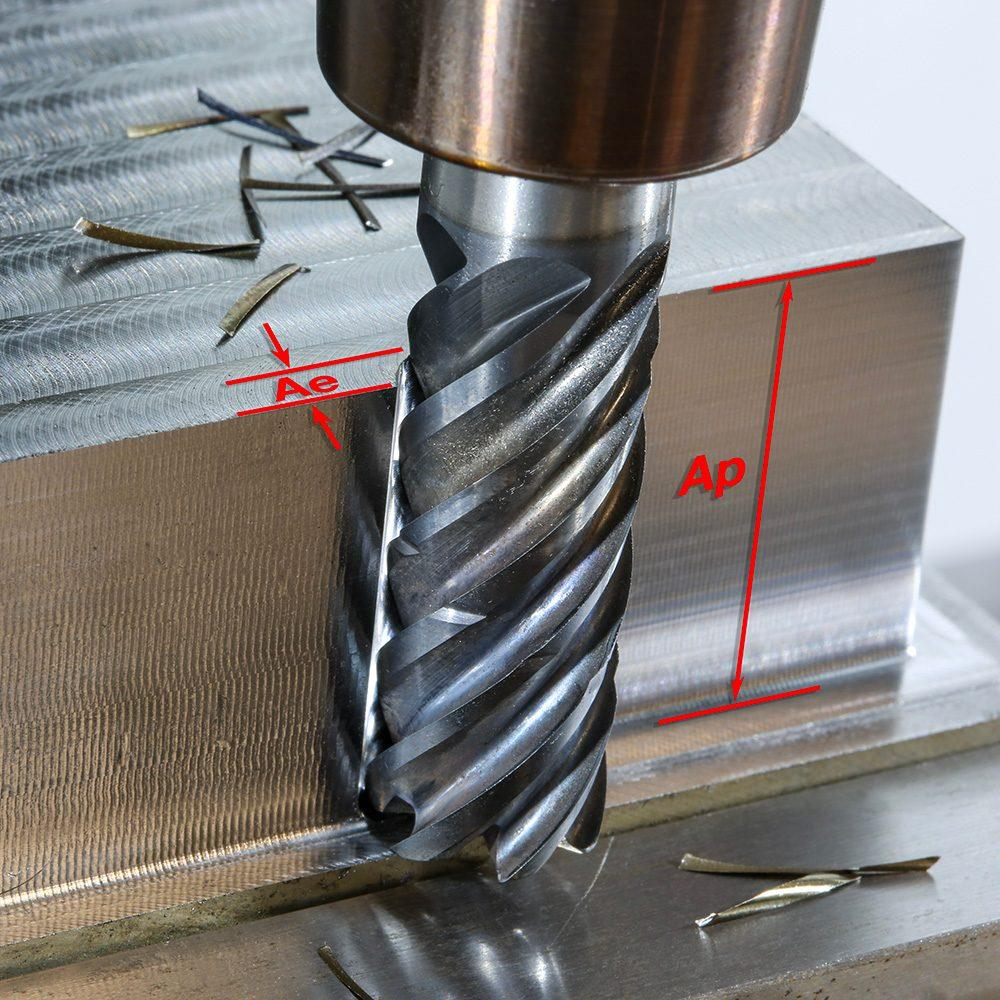
In cylindrical tools such as end mills, the helix angle determines how the cutting edge progresses through the workpiece. Unlike straight-edge tools, which engage material simultaneously along the full edge, a helical edge enters and exits the cut gradually. This progressive engagement transforms what would otherwise be an abrupt impact into a controlled and continuous cutting action.
In drills, the situation is slightly more complex. The helix angle varies along the radius, being highest at the outer edge and decreasing toward the center. This variation directly affects chip flow and cutting efficiency, particularly in deep-hole applications.
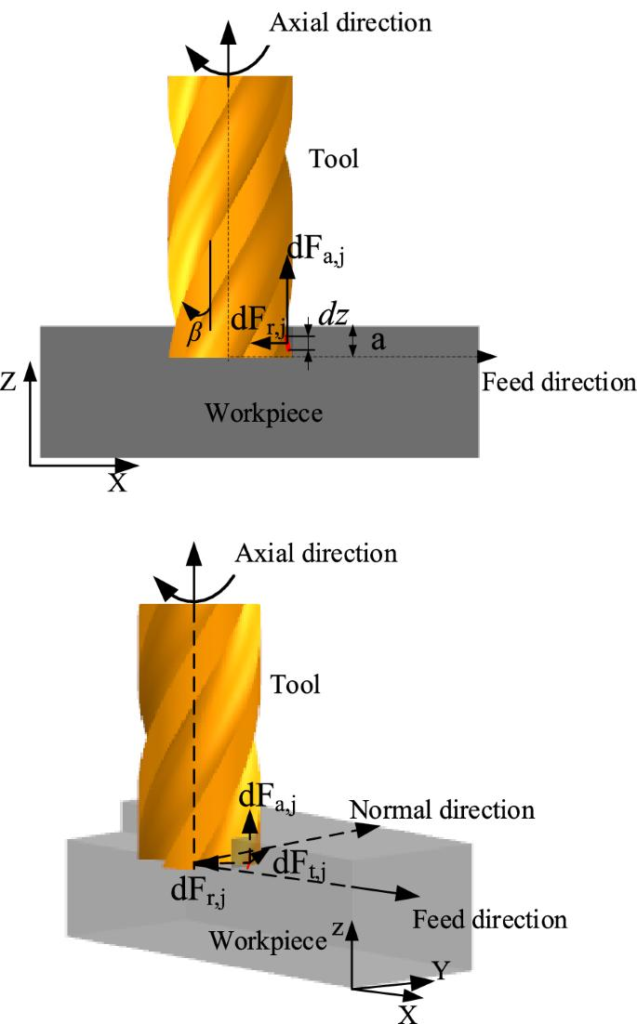
From a mechanics standpoint, the helix angle can be understood as a means of redistributing cutting forces in three-dimensional space, influencing both stability and load distribution along the cutting edge.
How Does Helix Angle Influence Cutting Behavior in Practice?
The practical importance of helix angle becomes evident when examining how it alters cutting mechanics. Rather than acting in a single direction, cutting forces are divided into radial and axial components. As the helix angle increases, radial forces decrease while axial forces rise. This shift has significant implications for both tool stability and machine requirements.
A higher helix angle generally results in smoother cutting conditions because multiple points along the cutting edge are engaged at different times. This reduces instantaneous load peaks and suppresses vibration. Consequently, tools with higher helix angles are often preferred for finishing operations or for machining materials prone to chatter.
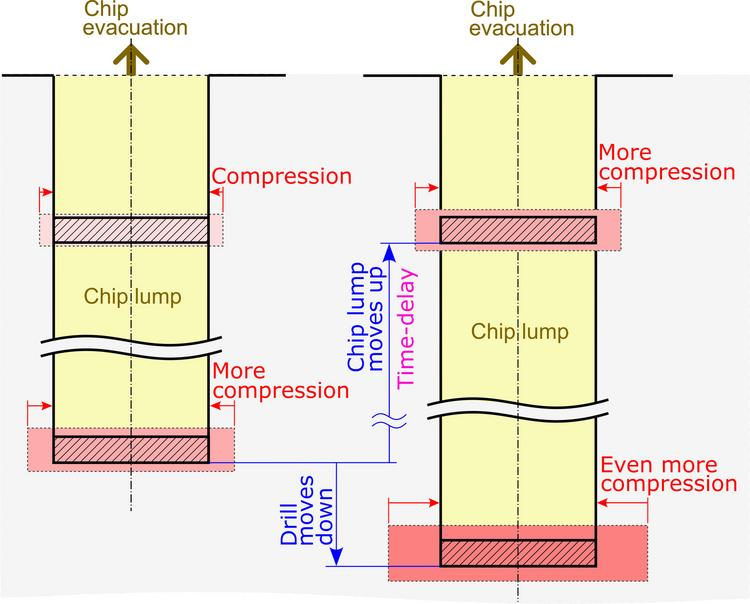
At the same time, this smoother engagement improves chip evacuation. Chips are guided along the helical flute and lifted away from the cutting zone, reducing the likelihood of re-cutting and heat accumulation. However, excessively large helix angles can increase the length of the chip evacuation path, which may introduce resistance in deep cavities or slotting operations.
There is also a structural trade-off. As the helix angle increases, the effective rake angle becomes more positive, enhancing sharpness and cutting efficiency. Yet this also reduces the mechanical strength of the cutting edge, making it more susceptible to chipping under heavy loads or interrupted cuts.
How Are Helix Angles Classified in Industrial Practice?
In industrial applications, helix angles are typically categorized into three broad ranges, each associated with distinct cutting characteristics.
Category | Helix Angle Range | Functional Characteristics | Typical Applications |
Low Helix | 10°–30° | High edge strength, higher radial force | Cast iron, slotting, roughing |
Standard Helix | 30°–45° | Balanced performance | General-purpose machining |
High Helix | 45°–60° | Smooth cutting, high axial force | Titanium, hardened steel, finishing |
This classification is not arbitrary; it reflects the fundamental trade-off between cutting smoothness and edge strength. Lower helix angles favor durability and impact resistance, while higher angles prioritize cutting efficiency and surface quality.
Why Does Material Type Dictate Helix Angle Selection?
Material properties—particularly ductility, hardness, and thermal behavior—play a decisive role in determining the optimal helix angle.
Ductile materials such as aluminum and low-carbon steels produce long, continuous chips that must be efficiently evacuated to prevent clogging and built-up edge formation. In these cases, higher helix angles in the range of 40° to 50° are typically preferred. These geometries provide a sharper cutting action and promote smooth chip flow, especially when combined with polished flutes and reduced flute counts.
In contrast, brittle materials such as cast iron generate short, fragmented chips. Chip evacuation is less of a concern, while edge durability becomes critical. Lower helix angles between 15° and 25° provide the necessary strength to resist micro-chipping and maintain consistent tool life.
Materials such as stainless steel occupy a middle ground but introduce additional complexity due to work hardening and adhesive tendencies. A moderate helix angle, typically between 35° and 40°, offers a balance between sharpness and structural integrity while maintaining stable cutting conditions.
For difficult-to-machine materials such as titanium alloys and nickel-based superalloys, high helix angles in the range of 50° to 60° are often required. These materials generate high cutting forces and heat concentrations, and a larger helix angle helps reduce cutting resistance while distributing thermal load more effectively along the edge.

How Should Helix Angle Be Adjusted for Different Machining Operations?
The optimal helix angle is not only material-dependent but also closely tied to the type of machining operation being performed.
Machining Type | Recommended Helix Angle | Technical Rationale |
Roughing | 10°–30° | Maximizes edge strength and impact resistance |
Finishing | 40°–60° | Minimizes vibration and improves surface quality |
Slotting | 10°–25° | Reduces chip evacuation path and clogging risk |
Thin-wall machining | 10°–30° | Limits radial deformation and chatter |
Roughing operations subject the cutting edge to high loads and intermittent engagement, making durability the primary concern. Lower helix angles are therefore more appropriate. Finishing operations, on the other hand, benefit from higher helix angles that reduce vibration and enhance surface integrity.
Slotting presents a unique challenge due to restricted chip evacuation space. In such cases, a lower helix angle shortens the chip evacuation path and reduces the likelihood of chip packing.
Thin-wall machining introduces another constraint: structural deformation. Higher helix angles increase axial forces, which can pull the tool into the workpiece and distort thin sections. Lower helix angles help maintain dimensional accuracy under these conditions.

What Role Does Machine Rigidity Play in Helix Angle Selection?
Machine and setup rigidity are often underestimated factors in tool selection. A high helix angle tool inherently generates higher axial forces, which must be absorbed by the spindle, toolholder, and fixturing system.
In rigid setups—such as modern CNC machining centers with short tool overhang and high clamping force—high helix tools can be fully utilized to achieve superior surface finishes and higher cutting speeds.
Conversely, in less rigid environments, including long overhang tools or lightweight machines, lower helix angles provide greater stability by limiting force components that could induce vibration or deflection.
How Do Advanced Helix Designs Improve Performance?
To overcome the limitations of constant helix designs, modern cutting tools increasingly incorporate advanced geometries such as variable helix and dual helix configurations.
Variable helix tools feature different helix angles on each flute or along the same cutting edge. This design disrupts harmonic vibration patterns, significantly reducing chatter and enabling stable machining even under difficult conditions such as long tool overhang or thin-walled components.
Dual helix designs combine different helix angles on the end cutting edge and the peripheral edge. This approach allows the tool to maintain edge strength where needed while still benefiting from improved chip evacuation along the side flutes. Such designs are particularly effective in deep cavity and mold machining.
Helix direction also plays a functional role. Right-hand helix tools typically direct chips upward and are suitable for through-hole operations, while left-hand helix geometries push chips downward, making them advantageous for blind hole machining where chip accumulation must be controlled.
What Are the Most Reliable Helix Angle Recommendations in Practice?
For practical use, the following reference provides a concise overview of commonly accepted helix angle ranges across materials and applications.
Application | Recommended Helix Angle |
Steel milling | 30°–45° |
Aluminum machining | 40°–50° |
Cast iron machining | 15°–25° |
Titanium and superalloys | 50°–60° |
Hardened steel (HRC > 50) | 50°–60° |
Slotting operations | 15°–20° |
Thin-wall components | 10°–30° |
General drilling | 20°–30° |
These values should be interpreted as starting points rather than fixed rules, with final selection adjusted based on machine capability, cutting parameters, and tool design specifics.
Final Thoughts: Helix Angle as a Balance Between Stability and Strength
Helix angle can be understood as a balancing mechanism between two competing priorities: cutting smoothness and edge durability. Lower helix angles provide robustness and resistance to impact, while higher helix angles enable efficient cutting and superior surface finishes.
The most effective tool selection strategy is therefore not to seek a universally optimal helix angle, but to align the geometry with the specific demands of the application. When properly selected, helix angle becomes a powerful lever for improving machining efficiency, extending tool life, and achieving consistent, high-quality results.

About HNCarbide
HNCarbide develops high-performance carbide cutting tools with optimized helix geometries tailored for different materials and machining environments. From standard 30° general-purpose end mills to advanced high-helix and variable-helix designs for aerospace applications, our product range is engineered to deliver stability, efficiency, and reliability in demanding conditions.
For application-specific recommendations or custom tooling solutions, our technical team can assist in matching the correct geometry to your machining requirements.





