How Do Cutting Parameters Really Affect Tool Life in Turning?
Table of Contents
Why does a carbide insert sometimes fail much earlier than expected? Why does increasing cutting speed by just 20% reduce tool life dramatically? Why does lowering feed not always improve surface finish—or tool life?
In modern CNC turning, productivity is not limited by machine power anymore.
It is controlled by how precisely we manage three fundamental cutting parameters:
Cutting Speed (Vc)
Feed Rate (f)
Depth of Cut (ap)
Understanding how these variables interact with tool materials and workpiece properties is the key to:
Extending insert life
Reducing cost per component
Improving machining stability
Maintaining dimensional consistency
This article explains how cutting parameters truly influence wear mechanisms in ISO P (steel), M (stainless steel), and K (cast iron) materials—and how to optimize them in real production.
Why Is Cutting Speed the Most Critical Parameter?
Cutting speed directly determines temperature in the cutting zone. And temperature controls wear.
When cutting speed increases:
Shear zone temperature rises
Diffusion wear accelerates
Oxidation wear increases
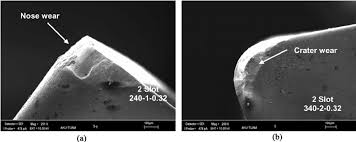
Crater wear forms faster
Thermal cracks may develop
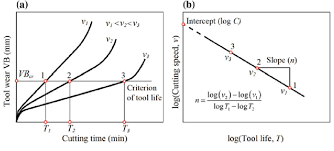
Tool life typically follows Taylor’s equation:
V⋅Tn=CV \cdot T^n = CV⋅Tn=C
This means tool life decreases exponentially as speed increases.
What Does the Speed–Life Relationship Look Like?
From industrial machining data:
Increasing cutting speed by 20% can reduce tool life by roughly 50%
Increasing speed by 50% may reduce tool life to only 20% of its original value
This is particularly critical when machining alloy steels.
Why Is Stainless Steel Even More Sensitive?
Stainless steel has:
Low thermal conductivity
Strong work-hardening behavior
High adhesion tendency
Heat remains concentrated at the cutting edge.
At higher speeds:
Edge plastic deformation occurs
Adhesion wear increases
Built-up edge becomes unstable
Micro-chipping risk rises
For ISO M materials, speed must be selected more conservatively than for ISO P steel.
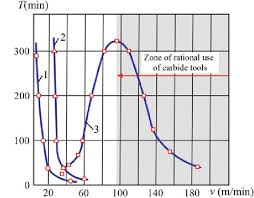
Typical Cutting Speed Ranges by Material
ISO Class
Work Material
Typical Vc (m/min)
Main Wear Type
Speed Sensitivity
P
Carbon & alloy steel
180–320
Diffusion + flank wear
High
M
Stainless steel
120–240
Adhesion + deformation
Very High
K
Cast iron
250–450
Abrasive wear
Moderate
These ranges vary by insert grade and coating, but the relative behavior remains consistent.
Is Lower Feed Always Better?
Many operators reduce feed to “protect” the insert.
But actual wear trends tell a different story.
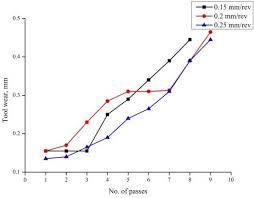
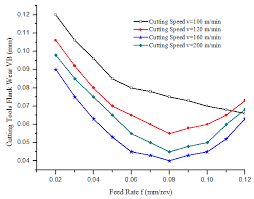
Wear versus feed often follows a U-shaped curve.
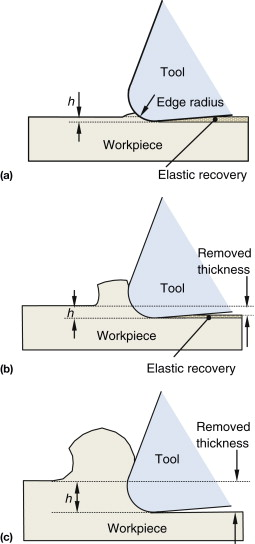
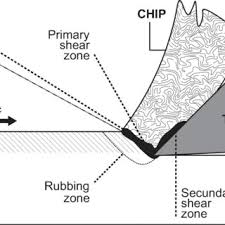
What Happens at Very Low Feed?
When feed is too small:
Chip thickness falls below minimum chip thickness
Tool begins to rub rather than cut
Friction increases
Flank wear increases sharply
This is especially problematic in hardened steels and stainless steel.
Lower feed does NOT automatically mean longer tool life.
What Happens at Optimal Feed?
At moderate feed:
Stable chip formation
Balanced mechanical load
Controlled temperature
Minimum flank wear
This is the economic machining zone.
What Happens at Excessive Feed?
When feed becomes too large:
Cutting force rises
Mechanical stress increases
Risk of edge chipping grows
But compared to cutting speed, feed has a less dramatic exponential effect on tool life.
Example Feed Influence (Turning Steel at 200 m/min)
Feed (mm/rev)
Wear Behavior
Tool Life Trend
Stability
0.05
High rubbing wear
Poor
Unstable
0.15
Minimum wear zone
Optimal
Stable
0.30
Higher load
Moderate
Stable
0.50
Edge stress risk
Reduced
Risk of chipping
Feed should be optimized—not minimized.
Why Does Depth of Cut Matter Less—But Still Matter?
Depth of cut generally has less influence on tool life compared to speed and feed.
However, improper depth selection can cause unexpected failures.
What Happens When Depth of Cut Is Too Small?
If depth of cut is insufficient:
Tool only engages hardened surface layer
Oxide scale acts as abrasive
Edge repeatedly strikes hard skin
Localized chipping occurs
This is common when rough turning castings or forgings.
Special Case: Cast Iron and Oxide Layers
Cast iron surfaces often contain:
Oxide scale
Sand inclusions
Hard decarburized layers
If ap is too small:
Abrasive wear increases dramatically
Edge breakdown accelerates
Best practice:
Use sufficient depth of cut to penetrate the hardened surface in one stable pass, within machine power limits.
Relative Influence of Cutting Parameters
Parameter
Influence on Tool Life
Dominant Mechanism
Optimization Priority
Cutting Speed
Very High
Thermal wear
Adjust last
Feed Rate
Moderate
Flank wear
Optimize second
Depth of Cut
Low–Moderate
Mechanical load
Set first
Practical sequence:
1.Set correct depth of cut
2.Increase feed to stable zone
3.Fine-tune cutting speed
Avoid adjusting speed first.
How Should Insert Grades Be Matched to Parameters?
Cutting parameters and insert grades must work together.
For ISO P (Steel)
Balanced toughness
Strong CVD coating
Suitable for 200–300 m/min
Moderate feed range
Wear: gradual flank wear + mild crater wear.
For ISO M (Stainless Steel)
Tough substrate
Sharp cutting edge
PVD coating preferred
Controlled speed range
Focus: resist adhesion and deformation.
For ISO K (Cast Iron)
Wear-resistant substrate
Thick CVD coating
Edge strength prioritized
Higher speeds acceptable, but abrasive wear dominates.
What Is the Most Common Mistake in Turning?
Increasing cutting speed to reduce cycle time.
Yes, cycle time decreases.
But tool life decreases exponentially.
Cost per part often increases.
Smarter strategy:
Increase feed moderately
Maintain stable speed
Use sufficient depth of cut
Productivity should be improved by balancing all three parameters—not maximizing one.
Final Thoughts: Precision Is the Key to Predictability
Cutting parameters are not independent variables.
They interact with:
Workpiece material
Insert grade
Coating type
Machine rigidity
Surface condition
When properly balanced, they deliver:
Stable wear patterns
Predictable tool life
Lower tooling cost
Higher machining efficiency
Understanding the real behavior of cutting speed, feed, and depth of cut allows you to move from trial-and-error machining to controlled performance engineering.
If you would like assistance selecting optimized turning inserts for:
Carbon steel
Stainless steel
Cast iron
Roughing with oxide scale
Our engineering team can help define safe and productive parameter windows based on your application conditions.
Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!
Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!