

This 2 flutes end mill flat end is engineered for efficient machining of alloy steel, carbon steel and pre-hardened steel up to 55 HRC, offering sharp cutting action, smooth chip evacuation and stable tool life. The optimized end mill flat geometry delivers reliable side milling, slotting and pocketing on CNC machines, as well as dedicated end mill flat end for cast iron and end mill flat end for stainless steel in mixed-material production.
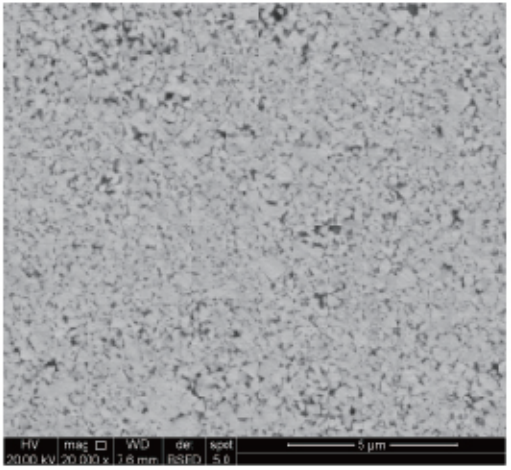
Grade HN40 is made from submicron WC powder, some speclal additlves added to optimize theproperties with good combination of hardness and toughness.
Its suitable for making drills and miling tools for machining stainless steel, tool steel and heat-resistingalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN40 | 10 | 0.8 | 14.45 | 91.8 | 1,580 | 3,600 | 11.8 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| TiSiN | Ti (titanium): main element, forms TiN nanocrystalline phase. Si (silicon): usually 6–10%, forms amorphous Si₃N₄ phase, refines grains and increases hardness. N (nitrogen): combines with Ti and Si to form a composite structure. | Colour: TiSiN coatings usually appear bronze or dark grey-bronze; exact colour depends on Si content, deposition process (such as PVD) and thickness (1–4 μm). Hardness: 34–42 GPa (≈3400–4200 HV). Friction coefficient: 0.3–0.6 (against steel). Temperature resistance: 1000–1200°C (oxidation resistance). Coating thickness: 1–5 μm (typically 2–3 μm). Deposition temperature: 200–400°C (suitable for carbide tools). | Ultra-high hardness: amorphous Si₃N₄ phase suppresses dislocation movement, giving much higher hardness than TiN (~23 GPa) and TiAlN (~35 GPa). High-temperature stability: suitable for dry cutting and high-speed machining (e.g. quenched steels HRC 60+). Anti-adhesion: reduces built-up edge when machining aluminium alloys, stainless steels and other sticky materials. | Tool coatings: drills, mills (especially suitable for PCB routers, tool life increased by 2–3 times). High-speed cutting of quenched steels, titanium alloys and high-nickel alloys. Mould strengthening: die-casting moulds and stamping dies, improving wear resistance. Industrial parts: piston rings and other high-temperature wear parts. |
Aluminum / non-ferrous: choose 2 flutes end mill flat end for better chip evacuation.
Steel / alloy steel: choose 4 flutes end mill flat end for stable cutting and good surface finish.
Cast iron: use a dedicated end mill flat end for cast iron with reinforced edge.
Stainless steel: use end mill flat end for stainless steel with high wear resistance.
Higher hardness and unstable clamping require more rigid tools and conservative cutting data.
Optimized geometry to reduce cutting heat and vibration
High-hardness carbide and wear-resistant coating
Preferably 4 flutes end mill flat end for stable finishing and longer tool life
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.

This 4 flutes end mill flat end is designed for finishing and semi-finishing alloy steel, carbon steel and pre-hardened steel up to 55 HRC, providing stable cutting, low vibration and fine surface finish. The rigid end mill flat geometry is ideal for side milling, slotting and contouring, and can be combined with our 2 flutes end mill flat end for roughing, as well as dedicated end mill flat end for cast iron and end mill flat end for stainless steel for mixed-material production
Grade HN40 is made from submicron WC powder, some speclal additlves added to optimize theproperties with good combination of hardness and toughness.
Its suitable for making drills and miling tools for machining stainless steel, tool steel and heat-resistingalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN40 | 10 | 0.8 | 14.45 | 91.8 | 1,580 | 3,600 | 11.8 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| TiSiN | Ti (titanium): main element, forms TiN nanocrystalline phase. Si (silicon): usually 6–10%, forms amorphous Si₃N₄ phase, refines grains and increases hardness. N (nitrogen): combines with Ti and Si to form a composite structure. | Colour: TiSiN coatings usually appear bronze or dark grey-bronze; exact colour depends on Si content, deposition process (such as PVD) and thickness (1–4 μm). Hardness: 34–42 GPa (≈3400–4200 HV). Friction coefficient: 0.3–0.6 (against steel). Temperature resistance: 1000–1200°C (oxidation resistance). Coating thickness: 1–5 μm (typically 2–3 μm). Deposition temperature: 200–400°C (suitable for carbide tools). | Ultra-high hardness: amorphous Si₃N₄ phase suppresses dislocation movement, giving much higher hardness than TiN (~23 GPa) and TiAlN (~35 GPa). High-temperature stability: suitable for dry cutting and high-speed machining (e.g. quenched steels HRC 60+). Anti-adhesion: reduces built-up edge when machining aluminium alloys, stainless steels and other sticky materials. | Tool coatings: drills, mills (especially suitable for PCB routers, tool life increased by 2–3 times). High-speed cutting of quenched steels, titanium alloys and high-nickel alloys. Mould strengthening: die-casting moulds and stamping dies, improving wear resistance. Industrial parts: piston rings and other high-temperature wear parts. |
Aluminum / non-ferrous: choose 2 flutes end mill flat end for better chip evacuation.
Steel / alloy steel: choose 4 flutes end mill flat end for stable cutting and good surface finish.
Cast iron: use a dedicated end mill flat end for cast iron with reinforced edge.
Stainless steel: use end mill flat end for stainless steel with high wear resistance.
Higher hardness and unstable clamping require more rigid tools and conservative cutting data.
Optimized geometry to reduce cutting heat and vibration
High-hardness carbide and wear-resistant coating
Preferably 4 flutes end mill flat end for stable finishing and longer tool life
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.

The HM series 4 flutes end mill flat end is specially designed for precision finishing of high-hardness steels (above HRC58), delivering stable cutting and excellent surface quality. With optimized end mill flat geometry and fine grinding, it is also ideal as an end mill flat end for stainless steel and aluminum alloy high-gloss machining, providing mirror-like finishes on side milling and contouring applications.
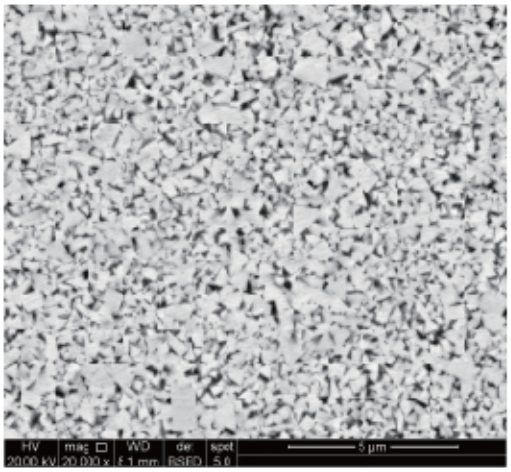
Grade HN55 is made from ultrafine close to nanometer sized WC powder, with very high wear resistancet’s suitable for making miling、 drilling tools and reamers, for high-speed miling of materials with highhardness.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN55 | 9 | 0.3 | 14.50 | 93.8 | 1,960 | 3,800 | 8.0 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| AlCrSiN | Aluminium–chromium–silicon nitride coating containing Si | Hardness: not clearly specified, but the presence of Si significantly increases hardness and toughness (estimated HV>3500). | Si forms a denser nanostructure, improving wear resistance and high-temperature stability. | Specially designed for drills, end mills and ball-nose mills and other shank-type tools. Suitable for machining high-hardness materials (such as quenched workpieces) and materials after heat treatment. |
Aluminum / non-ferrous: choose 2 flutes end mill flat end for better chip evacuation.
Steel / alloy steel: choose 4 flutes end mill flat end for stable cutting and good surface finish.
Cast iron: use a dedicated end mill flat end for cast iron with reinforced edge.
Stainless steel: use end mill flat end for stainless steel with high wear resistance.
Higher hardness and unstable clamping require more rigid tools and conservative cutting data.
Optimized geometry to reduce cutting heat and vibration
High-hardness carbide and wear-resistant coating
Preferably 4 flutes end mill flat end for stable finishing and longer tool life
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.

The GM series 4 flutes end mill flat end is a versatile end mill flat made from premium tool material, suitable for cutting alloy steel, stainless steel, non-ferrous metals and high-temperature alloys. It provides stable performance in general CNC milling, and can be combined with 2 flutes end mill flat end for high-efficiency roughing, as well as dedicated end mill flat end for stainless steel and end mill flat end for cast iron when processing difficult materials.
Grade HN40 is made from submicron WC powder, some speclal additlves added to optimize theproperties with good combination of hardness and toughness.
Its suitable for making drills and miling tools for machining stainless steel, tool steel and heat-resistingalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN40 | 10 | 0.8 | 14.45 | 91.8 | 1,580 | 3,600 | 11.8 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| ALCRN | Al: 18–32% Cr: 10–25% N: 45–57% | Hardness: 2800–3200 HV (≈30–32 GPa) Thickness: 1–5 μm (typically 3–4 μm in applications) Oxidation temperature: 1000–1100°C (short-term up to 1100°C) Deposition temperature: <500°C (suitable for HSS and carbide substrates) | Red hardness: maintains hardness even at 1100°C, better than TiAlN (whose hardness drops above about 900°C). Adhesion: critical load up to 40 N (with optimized process). Wear resistance: suitable for high-speed cutting and dry machining, especially effective on stainless steels and alloy steels. | Cutting tools: end mills, gear cutters, drills (e.g. Balinit Alcorna series). Moulds: aluminium die-casting moulds, stamping tools. Industrial parts: piston rings, high-temperature wear-resistant parts (combined with suitable interlayer design). |
Aluminum / non-ferrous: choose 2 flutes end mill flat end for better chip evacuation.
Steel / alloy steel: choose 4 flutes end mill flat end for stable cutting and good surface finish.
Cast iron: use a dedicated end mill flat end for cast iron with reinforced edge.
Stainless steel: use end mill flat end for stainless steel with high wear resistance.
Higher hardness and unstable clamping require more rigid tools and conservative cutting data.
Optimized geometry to reduce cutting heat and vibration
High-hardness carbide and wear-resistant coating
Preferably 4 flutes end mill flat end for stable finishing and longer tool life
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.

This 4 flutes end mill flat end is optimized for machining stainless steel and high-strength alloys up to 60 HRC, offering high wear resistance, low vibration and a fine surface finish. The reinforced end mill flat geometry ensures stable side milling and slotting, and can be matched with 2 flutes end mill flat end for roughing, as well as end mill flat end for cast iron and end mill flat end for stainless steel in mixed-material production.
Grade HN44F is made from submicron WC powder, some special additives added.
It’s suitable for making drills and end mills, especially for machining steel,Al-based alloys and Ti-basedalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN44F | 12 | 0.4 | 14.15 | 92.6 | 1,720 | 4,200 | 9.6 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| CrAlTiSiN | Cr: 12–16% Al: 20–24% Ti: 4–8% Si: 6–10% N: 48–52% | Ultra-high hardness: hardness can reach 38–40 GPa (e.g. CrAlSiN/TiAlSiN modulated coatings), much higher than traditional TiN or CrN. Si forms amorphous Si₃N₄, which suppresses dislocation movement and improves wear resistance. Excellent high-temperature performance: oxidation temperature up to 1000–1100°C, suitable for high-speed dry cutting. At high temperature, a dense Al₂O₃ and Cr₂O₃ oxide layer forms on the surface, slowing further oxidation. Low friction coefficient: about 0.375–0.675, depending on modulation period and Si content. Strong adhesion: with transition-layer design (such as AlCrTi alloy layer), critical load can exceed 18 N (scratch test). | High-speed cutting tools: such as mills and drills, suitable for hardened steels, titanium alloys and other difficult-to-machine materials. Mould surface reinforcement: improves wear resistance and thermal-fatigue resistance of stamping dies. Aerospace components: such as turbine-blade coatings, resisting high-temperature oxidation and particle erosion. |
Aluminum / non-ferrous: choose 2 flutes end mill flat end for better chip evacuation.
Steel / alloy steel: choose 4 flutes end mill flat end for stable cutting and good surface finish.
Cast iron: use a dedicated end mill flat end for cast iron with reinforced edge.
Stainless steel: use end mill flat end for stainless steel with high wear resistance.
Higher hardness and unstable clamping require more rigid tools and conservative cutting data.
Optimized geometry to reduce cutting heat and vibration
High-hardness carbide and wear-resistant coating
Preferably 4 flutes end mill flat end for stable finishing and longer tool life
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.

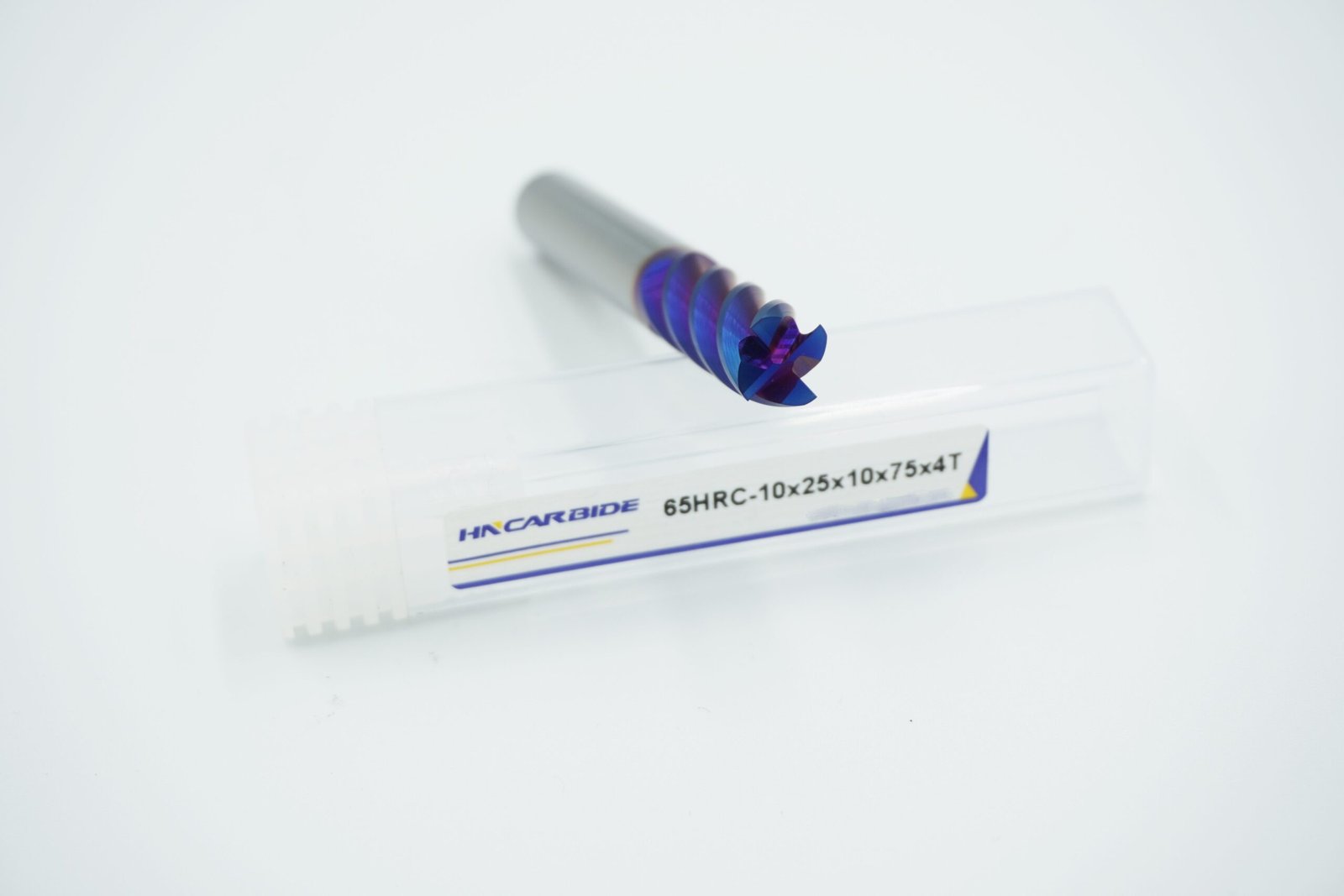
This 4 flutes end mill flat end with blue nano coating is engineered for high-efficiency milling of stainless steel, non-ferrous metals, titanium alloys, high-temperature alloys and high-hardness materials up to 65 HRC. The advanced coating and optimized end mill flat geometry provide excellent heat resistance, anti-adhesion and long tool life, making it an ideal end mill flat end for stainless steel and difficult-to-machine alloys. It can be paired with 2 flutes end mill flat end for roughing and complemented by our end mill flat end for cast iron in multi-material CNC machining.
Grade HN44F is made from submicron WC powder, some special additives added.
It’s suitable for making drills and end mills, especially for machining steel,Al-based alloys and Ti-basedalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN44F | 12 | 0.4 | 14.15 | 92.6 | 1,720 | 4,200 | 9.6 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| Nano-Blue | Blue surface layer: may contain AlCrN (aluminium-chromium nitride) or TiSiN (titanium–silicon nitride); the blue colour comes from nano-structured interference. Nanomultilayer structure: alternating layers such as TiN/AlN (individual layer thickness <50 nm) to increase hardness and thermal stability. | Hardness: 3000–4000 HV (nano-indentation). Friction coefficient: 0.1–0.3 (lower when combined with DLC). Heat resistance: stable up to 1000°C (oxidation starts above 800°C). Adhesion strength: ≥70 N (critical load in scratch test). Surface roughness: Ra <0.05 μm (after polishing). | Blue appearance: achieved by nano-optical thin-film design, and can serve as wear indicator (colour change shows coating loss). Self-lubricating: some Si- or WC-containing nanocoatings can form a silica-based lubricating layer at high temperature. | Recommended workpiece materials High-hardness steels (HRC>50, such as mould steel, bearing steel). High-temperature alloys (nickel-based / titanium alloys, relying on coating heat resistance). Non-ferrous metals (aluminium and copper alloys, requiring low-friction coating to prevent built-up edge). Composites (CFRP, avoiding adverse reactions between coating and fibres). Typical application fields Aerospace: machining turbine-blade dovetails, milling titanium-alloy structural parts. Automotive moulds: high-precision cavity milling, balancing efficiency and surface quality. Medical devices: micro-machining of cobalt-chromium artificial joints. |
Aluminum / non-ferrous: choose 2 flutes end mill flat end for better chip evacuation.
Steel / alloy steel: choose 4 flutes end mill flat end for stable cutting and good surface finish.
Cast iron: use a dedicated end mill flat end for cast iron with reinforced edge.
Stainless steel: use end mill flat end for stainless steel with high wear resistance.
Higher hardness and unstable clamping require more rigid tools and conservative cutting data.
Optimized geometry to reduce cutting heat and vibration
High-hardness carbide and wear-resistant coating
Preferably 4 flutes end mill flat end for stable finishing and longer tool life
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.
We Are Commited To Providing High-Quality, Customized solutions At An Affordable price While Also Prioritizing sustainability And ExcellentCustomer Service, These Qualities Make Us A Great choice For Your End mill flat Needs
We Only Use unground tungsten carbide rods with HlP sintering and100% virgin material. Our grade includes lsO K05 to K40, frommachining carbon steel to aluminium, non-ferrous metals andtitanium or we develop grade for your applications.


As a LEADCUT customer, you can enjoy five-axis high-precisiongrinding machines from Australia’s ANCA or Germany’s Walter. Themodern workshop with constant temperature and humidity ensuresthe accuracy of each End mill flat
Each of your tungsten steel End mill flat will be sandblasted toeffectively remove burrs and improve the finish.

All LEADCUT’s End mill flat will be monitored on WALTER HELICHEEK andZOLLER GENlUS 3 to ensure that every dimension is qualified. We arecommitted to controlling the tolerance within 3 UM.
At HNCarbide, every shipment is meticulously packaged to ensure your tools arrive intact.
Each HNCarbide Solid End mill flat is individually placed in a shock-resistant protective case, labeled with complete specifications, and sealed in moisture-proof packaging material before being boxed.
Large-volume orders are reinforced with double-wall cardboard boxes or wooden crates to maximize safety during international shipping.
We collaborate with reliable logistics partners to ensure goods are delivered quickly and securely to their destination via air freight, sea freight, or express courier.





Aluminum / non-ferrous: choose 2 flutes end mill flat end for better chip evacuation.
Steel / alloy steel: choose 4 flutes end mill flat end for stable cutting and good surface finish.
Cast iron: use a dedicated end mill flat end for cast iron with reinforced edge.
Stainless steel: use end mill flat end for stainless steel with high wear resistance.
Higher hardness and unstable clamping require more rigid tools and conservative cutting data.
Optimized geometry to reduce cutting heat and vibration
High-hardness carbide and wear-resistant coating
Preferably 4 flutes end mill flat end for stable finishing and longer tool life
Yes. We can produce non-standard tools according to your drawings, samples or machining requirements (material, coating, size, tolerance and application). Our engineers will evaluate and provide a quotation and lead time.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.





WhatsApp us

Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!
Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!