Skip to content
Skip to content 


The 1 1 4 end mill is engineered for stable and efficient milling of carbon steel, alloy steel, and pre-hardened steel up to 55HRC. Featuring a solid carbide body and a 4-flute flat cutting design, this tool provides excellent rigidity, improved surface finish, and consistent tool life in high-speed CNC machining.
Compared with standard tools, this 1 4 flat end mill offers balanced cutting forces and reliable chip evacuation, making it suitable for slotting, side milling, and finishing operations. The optimized geometry allows the 1 4 end mill for steel to maintain accuracy under continuous cutting conditions.
Available in standard and long-reach options, each 1 1 4 end mill is precisely ground to meet the demands of modern CNC milling centers.
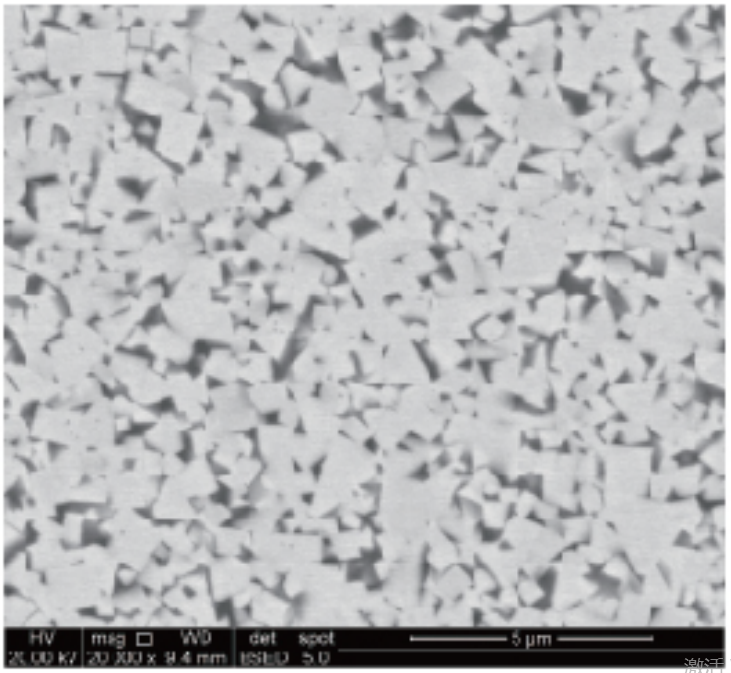
Grade HN40 is made from submicron WC powder, some speclal additlves added to optimize theproperties with good combination of hardness and toughness.
Its suitable for making drills and miling tools for machining stainless steel, tool steel and heat-resistingalloys.
| Grade | Cobalt content % | Grain size | Density g/cm³ | Hardness HRA | Hardness HV30 | MPa Transverse rupture strength | MPa ·m1/2 Fracture toughness MPa ·m1/2 |
|---|---|---|---|---|---|---|---|
| HN40 | 10 | 0.8 | 14.45 | 91.8 | 1,580 | 3,600 | 11.8 |
| Scientific name | Composition | Physical properties | Features | Typical applications |
|---|---|---|---|---|
| TiSiN | Ti (titanium): main element, forms TiN nanocrystalline phase. Si (silicon): usually 6–10%, forms amorphous Si₃N₄ phase, refines grains and increases hardness. N (nitrogen): combines with Ti and Si to form a composite structure. | Colour: TiSiN coatings usually appear bronze or dark grey-bronze; exact colour depends on Si content, deposition process (such as PVD) and thickness (1–4 μm). Hardness: 34–42 GPa (≈3400–4200 HV). Friction coefficient: 0.3–0.6 (against steel). Temperature resistance: 1000–1200°C (oxidation resistance). Coating thickness: 1–5 μm (typically 2–3 μm). Deposition temperature: 200–400°C (suitable for carbide tools). | Ultra-high hardness: amorphous Si₃N₄ phase suppresses dislocation movement, giving much higher hardness than TiN (~23 GPa) and TiAlN (~35 GPa). High-temperature stability: suitable for dry cutting and high-speed machining (e.g. quenched steels HRC 60+). Anti-adhesion: reduces built-up edge when machining aluminium alloys, stainless steels and other sticky materials. | Tool coatings: drills, mills (especially suitable for PCB routers, tool life increased by 2–3 times). High-speed cutting of quenched steels, titanium alloys and high-nickel alloys. Mould strengthening: die-casting moulds and stamping dies, improving wear resistance. Industrial parts: piston rings and other high-temperature wear parts. |
A 1 1 4 end mill is commonly used for slotting, side milling, profiling, and pocketing in CNC machining. It is suitable for steel, stainless steel, aluminum, and cast iron, making it one of the most versatile cutter sizes in general machining and mold applications.
A 1 4 flat end mill is used for flat surfaces, sharp corners, and general milling operations. A 1 4 ball end mill (ball nose) is designed for 3D contouring, curved surfaces, and smooth transitions, commonly used in mold and die machining.
A solid carbide 1 4 inch end mill provides higher hardness, better heat resistance, and longer tool life compared to HSS tools. It allows higher cutting speeds and is ideal for modern CNC machining where consistency and productivity matter.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.
The 1 1 4 end mill is widely used in CNC machining for steel, stainless steel, aluminum, and cast iron components where edge strength and dimensional stability are critical. Its flat-end geometry makes it suitable for face milling, side milling, and contouring operations across automotive, mold, and general machining industries.
With options including 1 4 flat end mill, 1 4 carbide end mill, and multi-flute designs, this tool adapts well to both roughing and finishing tasks. Whether machining slots or profiles, the 1 1 4 end mill delivers consistent results across different materials and cutting conditions.
Each 1 1 4 end mill is manufactured from high-quality solid carbide and ground using advanced CNC technology to ensure accuracy, rigidity, and long tool life. The optimized 4-flute design improves cutting stability while maintaining smooth chip evacuation during continuous machining.
Designed specifically for steel applications, this 1 4 end mill for steel maintains edge strength under high loads and elevated temperatures. Strict quality control on diameter, runout, and geometry ensures every 1 1 4 end mill performs reliably in modern CNC milling centers.

We Are Commited To Providing High-Quality, Customized solutions At An Affordable price While Also Prioritizing sustainability And ExcellentCustomer Service, These Qualities Make Us A Great choice For Your 4 flute end mill Needs
We Only Use unground tungsten carbide rods with HlP sintering and100% virgin material. Our grade includes lsO K05 to K40, frommachining carbon steel to aluminium, non-ferrous metals andtitanium or we develop grade for your applications.


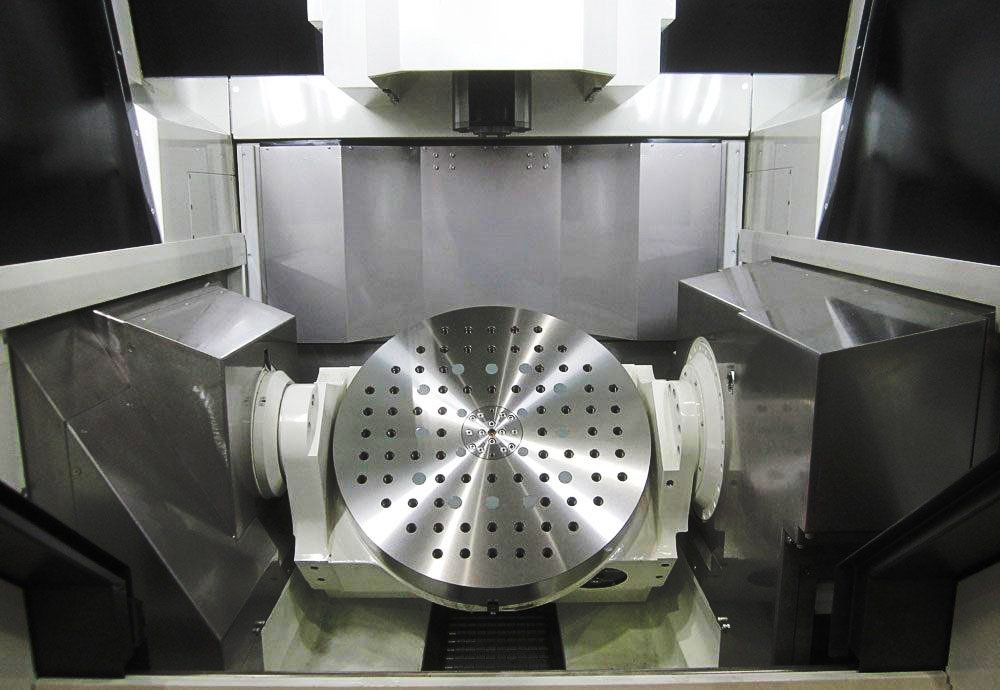
As a HNCarbide customer, you can enjoy five-axis high-precisiongrinding machines from Australia’s ANCA or Germany’s Walter. Themodern workshop with constant temperature and humidity ensuresthe accuracy of each 4 flute end mill.
Each of your tungsten steel 4 flute end mill will be sandblasted toeffectively remove burrs and improve the finish.
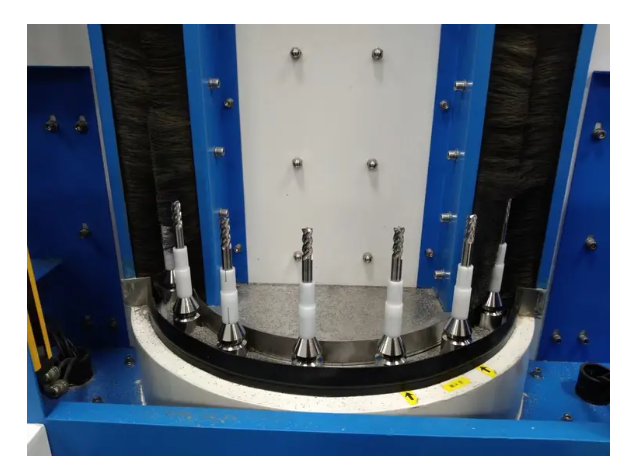

All HNCarbide’s 4 flute end mill will be monitored on WALTER HELICHEEK andZOLLER GENlUS 3 to ensure that every dimension is qualified. We arecommitted to controlling the tolerance within 3 UM.
At HNCarbide, every shipment is meticulously packaged to ensure your tools arrive intact.
Each HNCarbide Solid 4 flute end mill is individually placed in a shock-resistant protective case, labeled with complete specifications, and sealed in moisture-proof packaging material before being boxed.
Large-volume orders are reinforced with double-wall cardboard boxes or wooden crates to maximize safety during international shipping.
We collaborate with reliable logistics partners to ensure goods are delivered quickly and securely to their destination via air freight, sea freight, or express courier.





A 1 1 4 end mill is commonly used for slotting, side milling, profiling, and pocketing in CNC machining. It is suitable for steel, stainless steel, aluminum, and cast iron, making it one of the most versatile cutter sizes in general machining and mold applications.
A 1 4 flat end mill is used for flat surfaces, sharp corners, and general milling operations. A 1 4 ball end mill (ball nose) is designed for 3D contouring, curved surfaces, and smooth transitions, commonly used in mold and die machining.
A solid carbide 1 4 inch end mill provides higher hardness, better heat resistance, and longer tool life compared to HSS tools. It allows higher cutting speeds and is ideal for modern CNC machining where consistency and productivity matter.
For serious buyers and distributors, we can offer free standard samples if in stock. Usually you only need to cover the freight cost. For customized tools, a sample fee may apply, which can be refunded or deducted in bulk orders.
Yes.
Regional or customer protection based on sales targets, avoiding price wars among our partners.
Catalogs, brochures, product photos, technical data sheets, online materials.
For key partners, joint promotion, exhibitions and digital marketing support.
Safety stock for fast-moving items and forecast-based production.
Priority production and regular shipments to reduce stock-out risk.
Clear quality warranty policy, quick response to claims.
Replacement, credit or other solutions after confirmation of issues.
Tool selection and cutting parameter advice.
Problem analysis for different materials and machines.
Online training, documents, and when possible, on-site support for key accounts.
If you machine steel regularly, a 1 1 4 end mill is one of the most common tools you’ll reach for. The 1/4" size sits in a “sweet spot”: small enough for detail work and pockets, but still rigid enough for productive cutting. The challenge is that not every 1/4" cutter behaves the same. Flute count, length, carbide grade, edge prep, coating, and geometry choices can make the difference between a clean finish and a broken tool.
This guide breaks down how to select a 1 1 4 end mill for real-world CNC milling—especially when cutting steel—so you can match the tool to your job, reduce chatter, and improve consistency.
A 1 1 4 end mill typically refers to a 1/4" diameter end mill used in milling operations such as slotting, side milling, profiling, and pocketing. You may also see the same size written as end mill 1 4 or listed as a 1 4 inch end mill.
Why it matters:
Rigidity vs reach: 1/4" offers better stiffness than micro tools, but it can still chatter if you choose too long a stick-out.
Versatility: the same diameter can be configured as a 1 4 flat end mill (square end), 1 4 ball end mill (for 3D contours), or corner-radius designs.
Common toolholders: many setups are optimized for 1/4" tooling, making it easy to standardize.
If you want predictable performance, start by selecting the cutter type, then match flute count and length to the material and cut.
A 1 4 flat end mill is the default choice for:
slotting and pocketing
sharp internal corners (as sharp as the tool radius allows)
facing small areas
finishing walls and floors
For steel work, a 1 1 4 end mill in flat-end form usually gives the best balance of tool life and surface finish.
A 1 4 ball end mill (or 1 4 ball nose end mill) is used for:
3D profiling and sculpted surfaces
smooth blending and fillets
mold and die work with curved geometry
Ball noses are great for finishing, but their center cutting speed is near zero at the tip, so they require correct step-over and strategy to avoid rubbing.
The most common choice for steel is the 1 4 4 flute end mill. But flute count should follow the cut type and chip evacuation needs.
A 1 4 2 flute end mill is often chosen for:
aluminum and softer materials
deep slotting where chip evacuation is critical
lower power machines that need reduced cutting force
In steel, 2-flute tools can work, but the finish may be less stable and the tool can deflect more under load.
A 1 4 3 flute end mill is a good middle ground when:
you want better chip space than 4-flute
you need higher feed capability than 2-flute
you do mixed work across multiple materials
A 1 4 4 flute end mill is the workhorse for steel because:
more cutting edges share the load
better support behind the edge increases stability
improved finish on side walls in finishing passes
If your page is focused on “55HRC steel milling,” then a 4-flute 1 1 4 end mill is usually the best default recommendation.
When buyers search, you’ll see both 1 4 hss end mill and carbide options. Here’s the practical difference:
HSS (High-Speed Steel): tougher in interrupted cuts and more forgiving in setup errors, but lower hot hardness means faster wear in higher-speed steel milling.
Carbide: higher hardness and heat resistance; better for high-speed CNC cutting and longer tool life when rigidity is good.
For most CNC shops aiming for stable results, a solid carbide 1 4 inch end mill (also seen as 1 4 carbide end mill or 1 4 inch carbide end mill) is the better choice for steel—especially for consistent performance across batches.
One of the quickest ways to ruin a good 1 1 4 end mill is choosing more reach than you need.
Standard length: best rigidity, best finish, lowest chatter risk
Long/extra-long: needed for deep pockets or tall walls, but more likely to vibrate
If you must use a 1 4 end mill extra long (or 1 4 end mill long / “4 inch long 1 4 inch end mill”), protect tool life by:
reducing radial engagement (step-over)
using adaptive toolpaths
keeping stick-out as short as possible
improving holder quality and runout
In practical terms: go long only when the part forces you to.
When people search 1 4 end mill for steel, they usually mean alloy steels and pre-hardened steels in the 30–55HRC range. Tool success depends on matching geometry and strategy.
What works well for steel:
4-flute geometry for stability
strong edge support + appropriate edge prep (not too sharp)
coatings designed for heat and wear (common in steel cutting)
rigid toolholding with low runout
For finishing passes, reduce radial engagement and use a steady feed to avoid rubbing. For roughing, choose chip-thinning friendly toolpaths and avoid full-width slotting unless chip evacuation is controlled.
Many 1/4" cutters come as a 1 4 shank end mill, which is easy to standardize in collets and holders. But performance depends heavily on runout.
If your setup has visible runout, you’ll see:
short tool life
oversized features
poor finish and chatter marks
To get consistent results from a 1 1 4 end mill, prioritize:
quality collets/holders
clean mating surfaces
correct tightening torque
minimal stick-out
Even a premium 1 4 end mill bit can fail early if runout and rigidity are ignored.
Use this checklist to choose a 1 1 4 end mill confidently:
Material: steel / stainless / aluminum / cast iron
Cut type: roughing, finishing, slotting, profiling
Cutter end: 1 4 flat end mill for most work; ball nose for 3D
Flutes: 4-flute for steel stability; 3-flute for balance; 2-flute for evacuation
Length: standard whenever possible; 1 4 end mill extra long only when required
Tooling: solid carbide for CNC productivity; HSS only for specific forgiving needs
Setup: holder quality + runout + stick-out control
A 1 1 4 end mill is common—but the best choice depends on what you cut, how you cut it, and how rigid your setup is. For steel milling up to 55HRC, a 1 4 carbide end mill with a 1 4 4 flute end mill geometry is typically the most reliable baseline, especially in finishing and stable side milling. If your part demands reach, use a 1 4 end mill extra long carefully with conservative engagement and proper toolpaths.





WhatsApp us

Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!
Before you go, please note that we offer the most up-to-date industry research reports and the most comprehensive product catalogs, so please contact us if you are interested!
 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator